 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English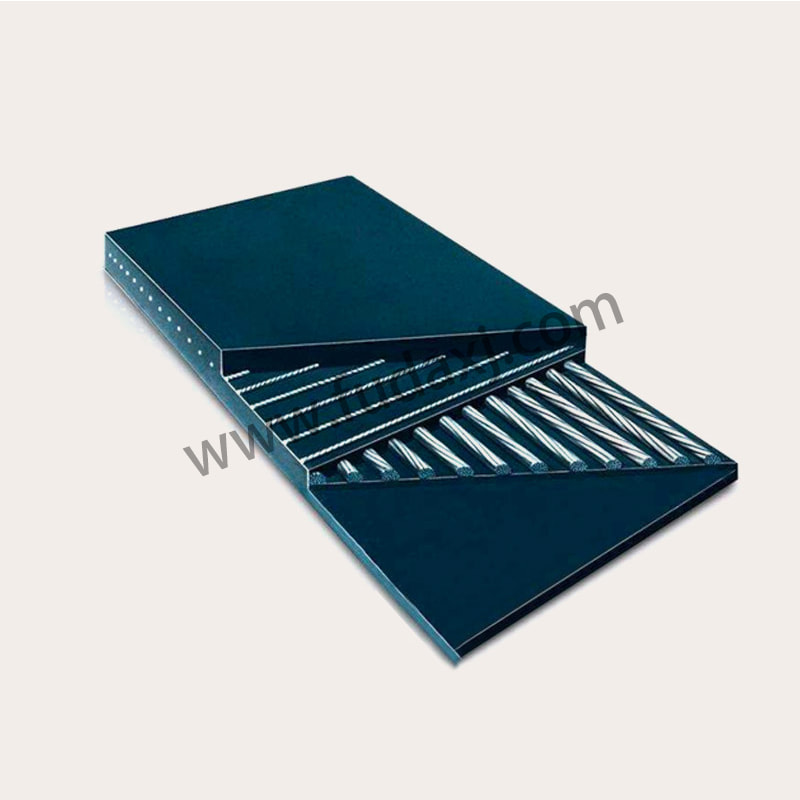
The industrial equipment sector continues to advance anti tear conveyor belt technology as manufacturers develop enhanced solutions for demanding material handling applications. These specialized conveyor systems incorporate reinforced designs and innovative materials to prevent tearing and damage during operation, particularly in industries handling sharp or heavy materials. The evolution of anti tear conveyor belt technology represents significant progress in addressing one of the lots of common challenges in conveyor system operations, providing improved reliability and reduced downtime for various industrial sectors.
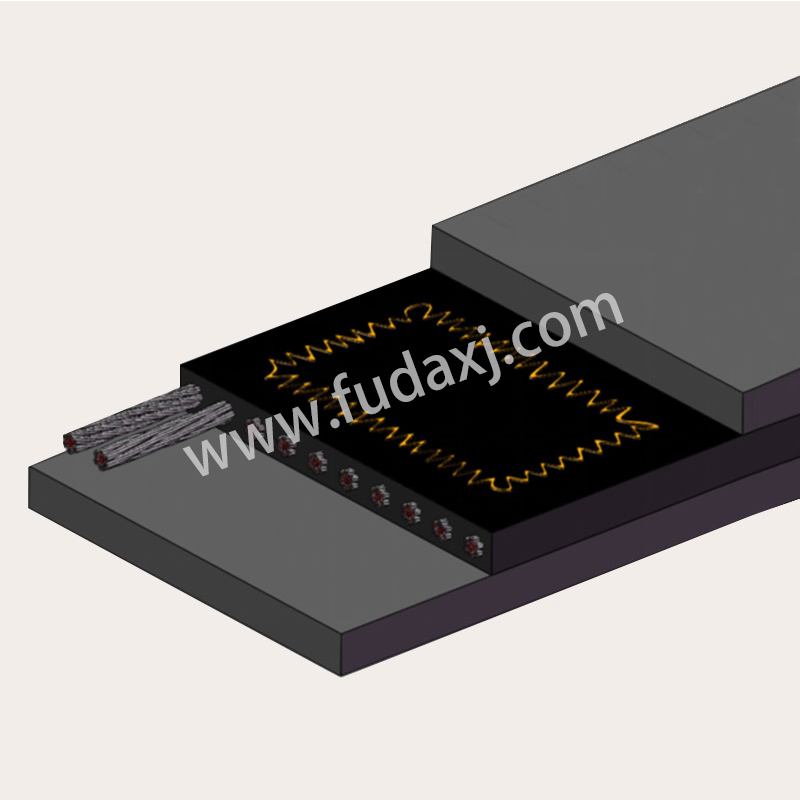
Recent innovations in anti tear conveyor belt construction have focused on material science and engineering design improvements. Manufacturers have developed multi-layer reinforcement systems and advanced polymer compounds that offer predominant resistance to cutting, gouging, and impact damage. The modern anti tear conveyor belt incorporates specialized fabric weaves, steel reinforcements, and impact-resistant layers that work together to prevent tear propagation while maintaining flexibility. These technological enhancements contribute to extended operational life and reduced maintenance requirements for conveyor systems utilizing anti tear conveyor belt technology.
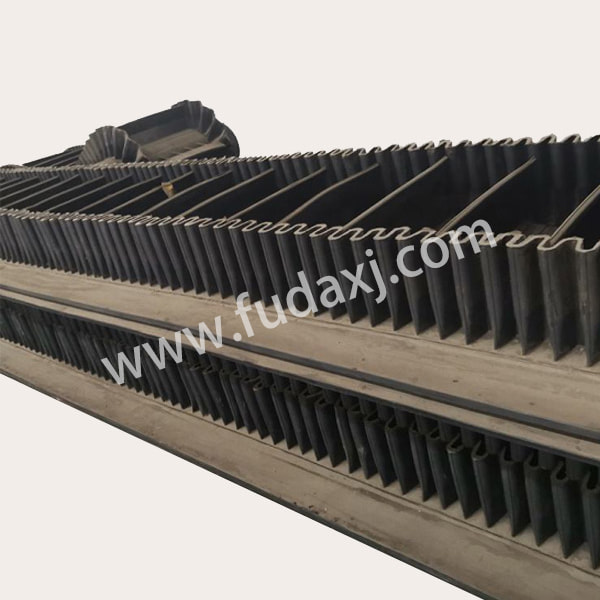
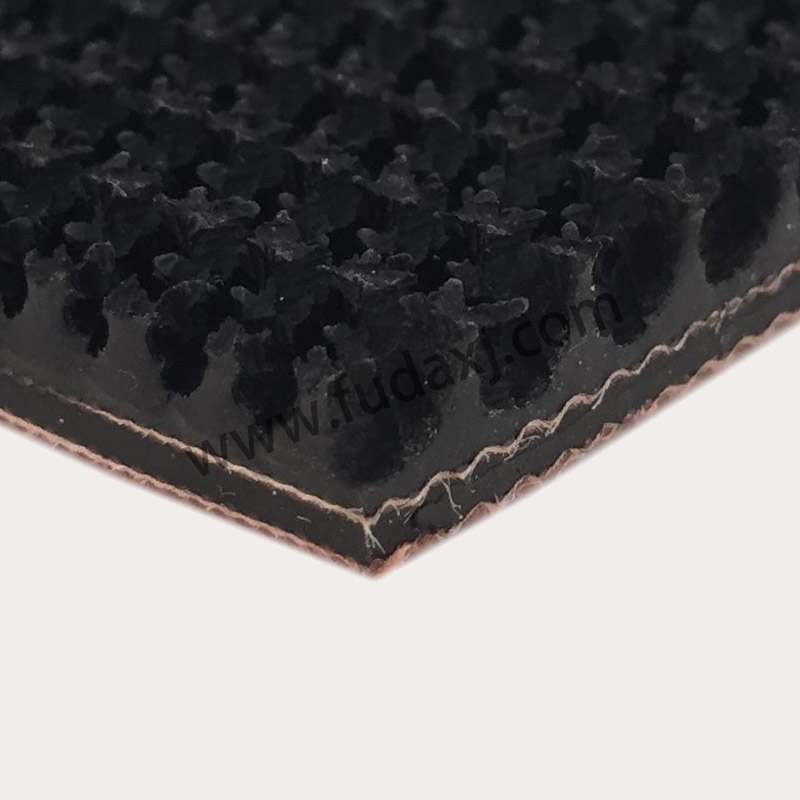
Durability and performance characteristics have been substantially improved through advancements in anti tear conveyor belt design. Contemporary anti tear conveyor belt products demonstrate exceptional resistance to abrasion, outstanding flexibility, and maintained load-bearing capacity despite their reinforced construction. The anti tear conveyor belt design ensures reliable operation when handling materials with sharp edges or heavy impact loads, making these systems particularly valuable for mining, recycling, and bulk material handling applications where conventional belts would be prone to damage. These performance features have established anti tear conveyor belt technology as an essential solution for challenging industrial environments.
Safety enhancements represent a critical area of progress in anti tear conveyor belt development. Modern designs incorporate rip detection systems, reinforced edge protection, and improved fire resistance properties that work in conjunction with the anti tear features. These integrated safety systems ensure that anti tear conveyor belt installations maintain operational integrity while providing early warning capabilities for potential issues. The development of standardized testing protocols for anti tear conveyor belt products has helped establish consistent performance expectations across the industry, giving engineers and operators reliable data for system design and implementation.
Application versatility has expanded through the development of specialized anti tear conveyor belt solutions for various industrial requirements. Manufacturers now offer products designed for specific material types, operating conditions, and performance parameters. This diversification enables industrial operations to select the appropriate anti tear conveyor belt for their particular material handling challenges while maintaining compliance with industry specifications and safety standards. The availability of customized solutions within the anti tear conveyor belt category supports the complex requirements of modern industrial operations where reliability and continuous operation are paramount.
The continued advancement of anti tear conveyor belt technology supports industrial operations in their efforts to improve material handling safety and efficiency. As industrial processes continue to handle more diverse and challenging materials, the anti tear conveyor belt remains a crucial component for maintaining operational continuity. Ongoing research and development in materials, monitoring systems, and reinforcement technologies promise further improvements in anti tear conveyor belt performance, supporting industry's commitment to safety, reliability, and efficiency in material handling operations.


 Fax: 0086-576-83019528
Fax: 0086-576-83019528