 English
English 简体中文
简体中文 Español
Español عرب
عرب English
EnglishThe anti tear conveyor belt has become a preferred choice for mines, quarries, and bulk handling facilities where sharp materials can damage standard belts. Unlike conventional belts that may split and propagate tears, an anti tear conveyor belt incorporates reinforcement layers that arrest crack growth. Plant managers have adopted the anti tear conveyor belt for transporting crushed stone, ores, coal, and recycled materials. The tear resistance of an anti tear conveyor belt reduces unplanned shutdowns for belt replacement. Manufacturers continue to produce anti tear conveyor belt systems with various reinforcement designs and cover compounds.
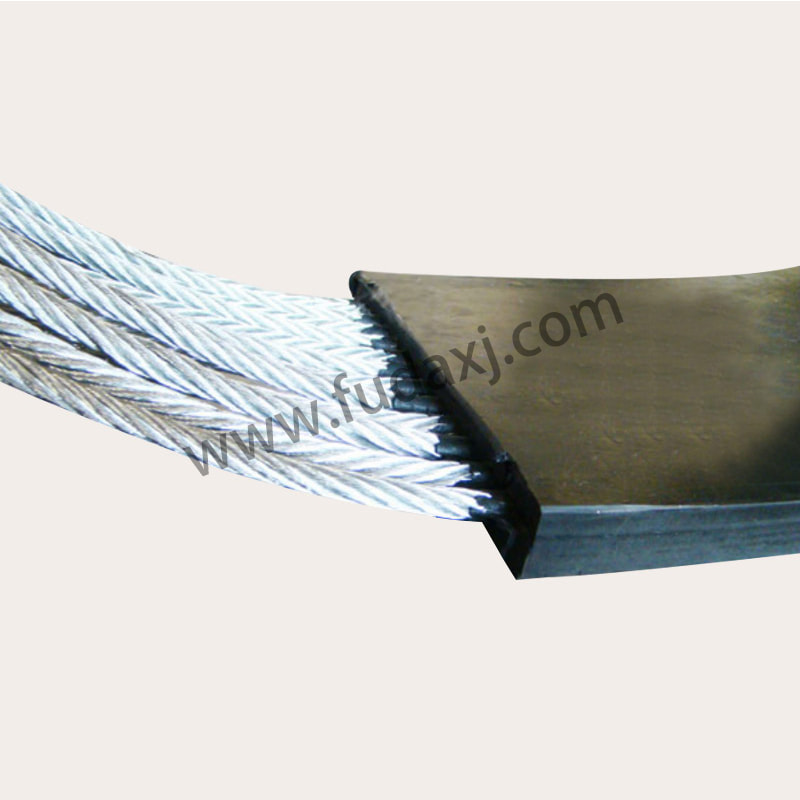
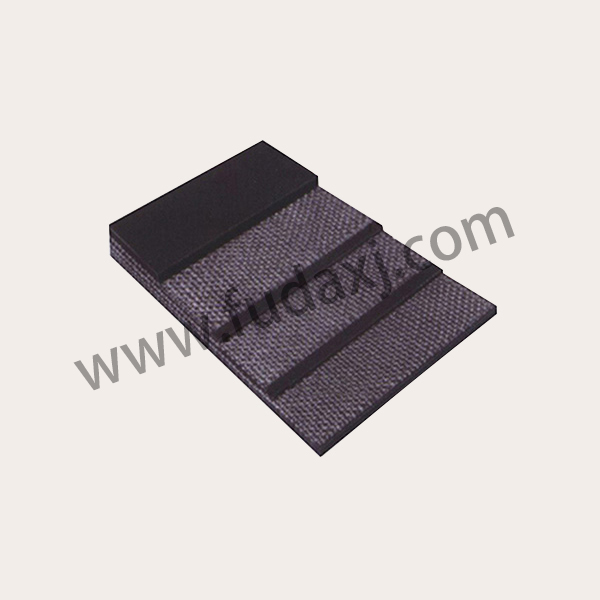
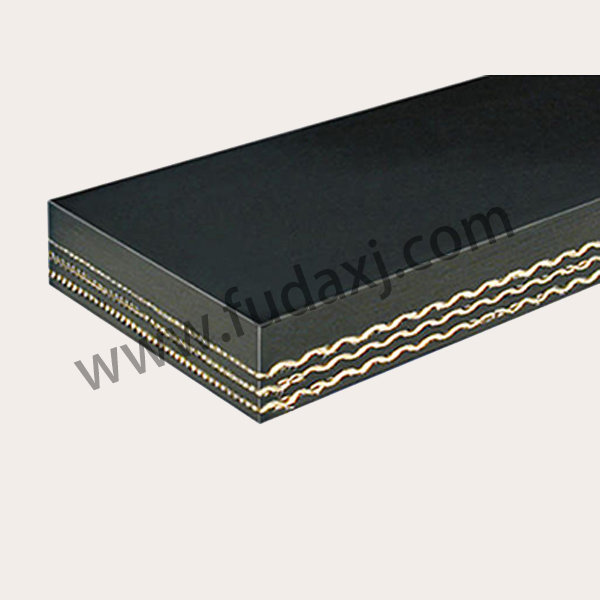
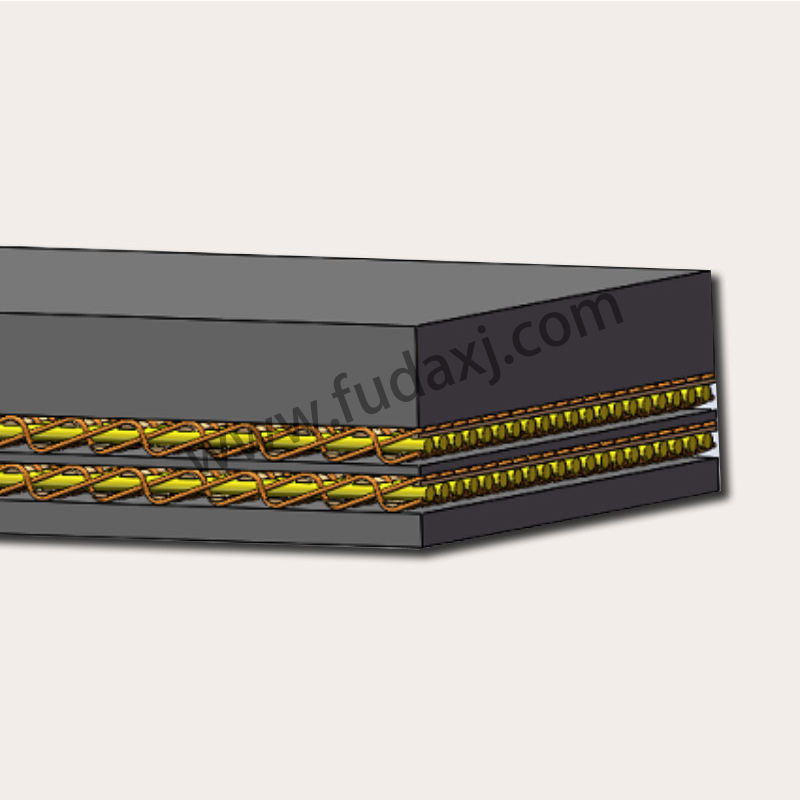
Reinforcement construction of an anti tear conveyor belt distinguishes it from standard designs. A fabric-reinforced anti tear conveyor belt uses high-strength polyester or nylon plies that resist puncture. A steel cord anti tear conveyor belt incorporates multiple wire strands embedded in rubber for heavy-duty applications. A transverse reinforcement in an anti tear conveyor belt includes weft threads or cross cords that stop longitudinal tears. A breaker ply above the carcass of an anti tear conveyor belt protects against impact damage from falling materials. The adhesion between layers of an anti tear conveyor belt affects how well the belt resists separation after puncture.
Rip detection systems paired with an anti tear conveyor belt provide early warning of damage. An induction loop system embedded in an anti tear conveyor belt triggers an alarm when a tear passes over sensors. A cable loop system on an anti tear conveyor belt sends a stop signal when the loop is severed by belt damage. A magnetic sensor array along the anti tear conveyor belt path detects missing or damaged reinforcing elements. The response time from detection to conveyor stop for an anti tear conveyor belt system affects how much belt damage occurs. A properly configured anti tear conveyor belt with rip detection limits damage to a few meters of belt length.
Cover compound selection for an anti tear conveyor belt depends on material being handled. An abrasion-resistant cover on an anti tear conveyor belt withstands sliding contact with sharp or hard materials. An oil-resistant cover on an anti tear conveyor belt prevents swelling from hydrocarbon contact. A flame-retardant cover on an anti tear conveyor belt meets safety requirements for underground mining. The cover thickness on an anti tear conveyor belt should be sufficient to protect reinforcement layers from direct impact. A cut-resistant cover compound on an anti tear conveyor belt reduces the chance of initial puncture from sharp edges.
Splice design for an anti tear conveyor belt affects both strength and tear propagation resistance. A finger splice on an anti tear conveyor belt distributes tension across a longer bonded area. A stepped splice on an anti tear conveyor belt maintains alignment of reinforcement layers across the joint. The vulcanized splice of an anti tear conveyor belt should achieve efficiency ratings of 70 to 90 percent of belt strength. A mechanical fastener on an anti tear conveyor belt may not provide the same tear resistance as a vulcanized splice. The splice location on an anti tear conveyor belt should avoid high-impact zones where possible.
The anti tear conveyor belt will likely continue serving heavy bulk handling applications. Advances in reinforcement materials may produce anti tear conveyor belt with higher strength at lower weight. For operations processing sharp, heavy, or abrasive materials, the anti tear conveyor belt offers a practical solution for reducing unplanned downtime.
 Fax: 0086-576-83019528
Fax: 0086-576-83019528