 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English
The industrial sector continues to witness significant advancements in conveyor belt technology as manufacturers develop innovative solutions for diverse material handling requirements. These essential components form the backbone of numerous industries, facilitating efficient transportation of materials across manufacturing facilities, mining operations, and distribution centers. The evolution of conveyor belt systems represents ongoing efforts to enhance operational efficiency, safety, and sustainability in material handling processes across global industries.
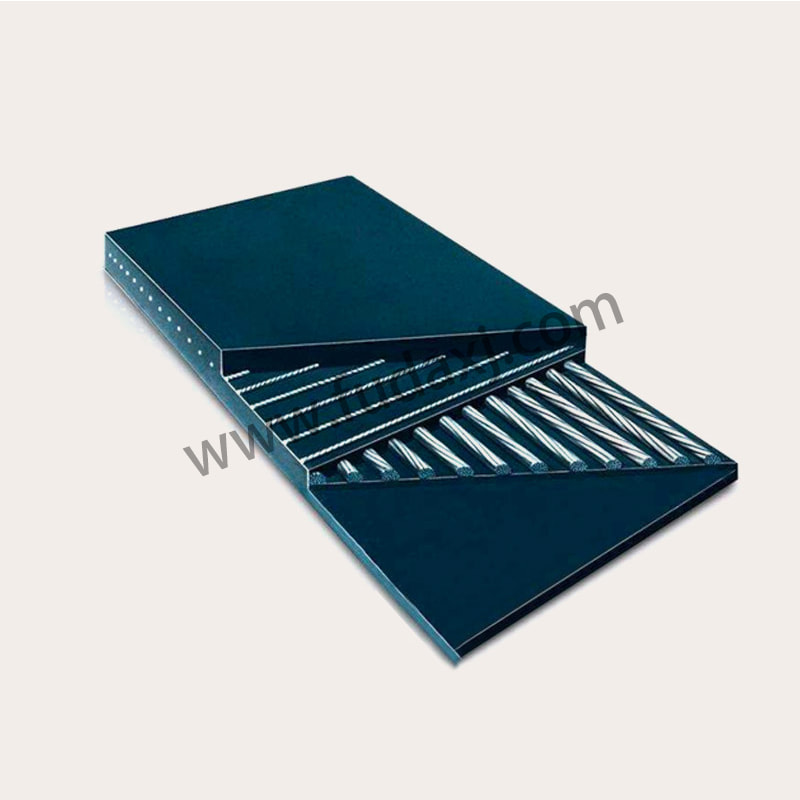
Recent innovations in conveyor belt design have focused on material science and engineering improvements. Manufacturers have developed advanced polymer compounds and reinforcement materials that offer enhanced durability and performance characteristics. Modern conveyor belt products demonstrate improved resistance to abrasion, impact, and environmental factors while maintaining flexibility and load-bearing capacity. These technological enhancements contribute to extended service life and reduced maintenance requirements for conveyor belt systems in various industrial applications.
Operational efficiency has been substantially improved through advancements in conveyor belt technology. Contemporary conveyor belt systems incorporate energy-efficient designs, reduced rolling resistance, and optimized weight parameters that lower power consumption while maintaining performance standards. The development of specialized conveyor belt surfaces and cleat designs has improved material retention and incline transportation capabilities. These efficiency improvements make modern conveyor belt systems more cost-effective and environmentally friendly for continuous operation in industrial settings.
Safety considerations remain paramount in conveyor belt development and implementation. Modern conveyor belt systems incorporate numerous safety features including emergency stop mechanisms, rip detection systems, and fire-resistant materials. Safety standards and regulations continue to evolve, driving innovations in conveyor belt design that protect workers and prevent operational hazards. The integration of monitoring and control systems with conveyor belt operations has further enhanced safety protocols and incident prevention measures across industrial facilities.
Environmental sustainability has become an increasingly important factor in conveyor belt technology development. Manufacturers are focusing on creating conveyor belt products with reduced environmental impact through recyclable materials, energy-efficient operation, and longer service life. The conveyor belt industry has made progress in developing products that less energy consumption and reduce waste generation throughout the product lifecycle. These environmental considerations align with broader industrial sustainability initiatives and regulatory requirements.
Application versatility has expanded significantly through the development of specialized conveyor belt solutions. Manufacturers now offer products designed for specific industries, materials, and operating conditions. This diversification includes conveyor belt types for food handling, mining operations, packaging facilities, and heavy industrial applications. The ability to customize conveyor belt characteristics allows industries to select ideal solutions for their particular material handling requirements while maintaining efficiency and reliability standards.
Maintenance and monitoring technologies have evolved to support conveyor belt performance and longevity. Advanced inspection methods, wear monitoring systems, and predictive maintenance technologies help optimize conveyor belt operation and prevent unexpected failures. These maintenance innovations reduce downtime and operational costs while extending the service life of conveyor belt systems. The availability of comprehensive technical support and maintenance resources further enhances the implementation and operation of conveyor belt technology across industrial applications.
The continued advancement of conveyor belt technology supports industrial operations in achieving higher levels of efficiency, safety, and sustainability. As global industries evolve and material handling requirements become more complex, conveyor belt systems remain fundamental to operational success. Ongoing research and development in materials, design, and smart technology integration promise further improvements in conveyor belt performance, supporting industry's continuous pursuit of operational excellence and innovation in material handling solutions.

 Fax: 0086-576-83019528
Fax: 0086-576-83019528