 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English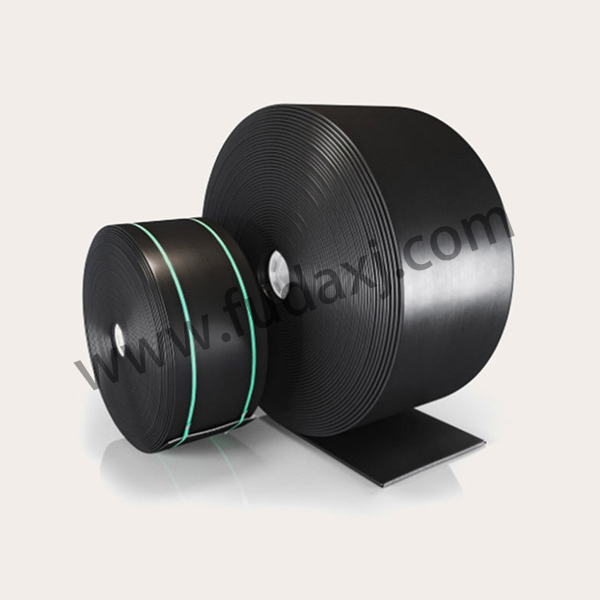
The rubber conveyor belt industry is experiencing steady growth worldwide, driven by increasing demand across mining, agriculture, construction, and manufacturing sectors. These versatile systems have become indispensable in material handling, offering unmatched durability, flexibility, and cost-effectiveness. As industries continue to modernize operations, the reliance on high-performance rubber conveyor belts is expected to rise, supported by technological advancements and a focus on sustainability.
One of the primary factors fueling the demand for rubber conveyor belts is their ability to operate efficiently in bad conditions. In the mining sector, where heavy loads, abrasive materials, and harsh environments are common, rubber conveyor belts provide reliable transportation of coal, ores, and minerals. Their resistance to wear and tear reduces downtime, lowering maintenance costs for operators. Similarly, in construction, these belts are widely used for moving aggregates, cement, and other bulk materials, ensuring smooth workflow in large-scale projects.
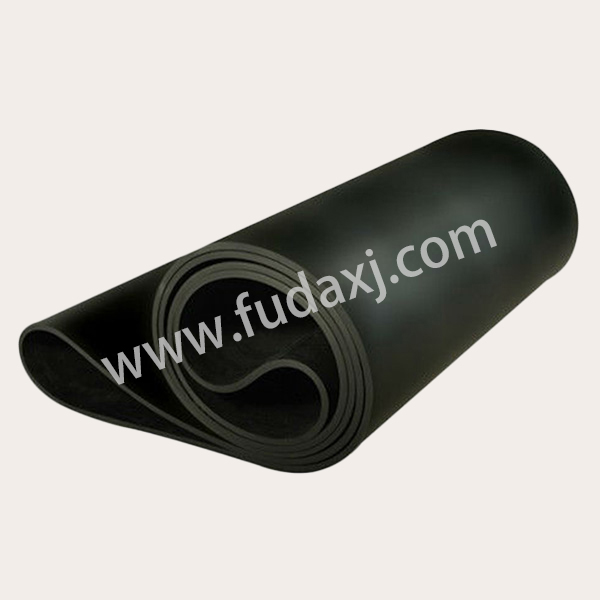
The agriculture and food processing industries also heavily depend on rubber conveyor belts for handling grains, fruits, vegetables, and packaged goods. Food-grade rubber conveyor belts, designed with hygienic properties, prevent contamination and comply with strict safety regulations. The non-toxic, easy-to-clean surfaces make them ideal for applications where sanitation is critical. Furthermore, the flexibility of rubber conveyor belts allows for customization, enabling seamless integration into automated processing lines.
Sustainability has become a major focus in the rubber conveyor belt market, with manufacturers investing in eco-friendly materials and production techniques. Recycled rubber, bio-based compounds, and energy-efficient manufacturing processes are gaining traction as companies aim to reduce their environmental footprint. These innovations not only align with global sustainability goals but also enhance the longevity and performance of rubber conveyor belts, making them a more attractive option for environmentally conscious businesses.
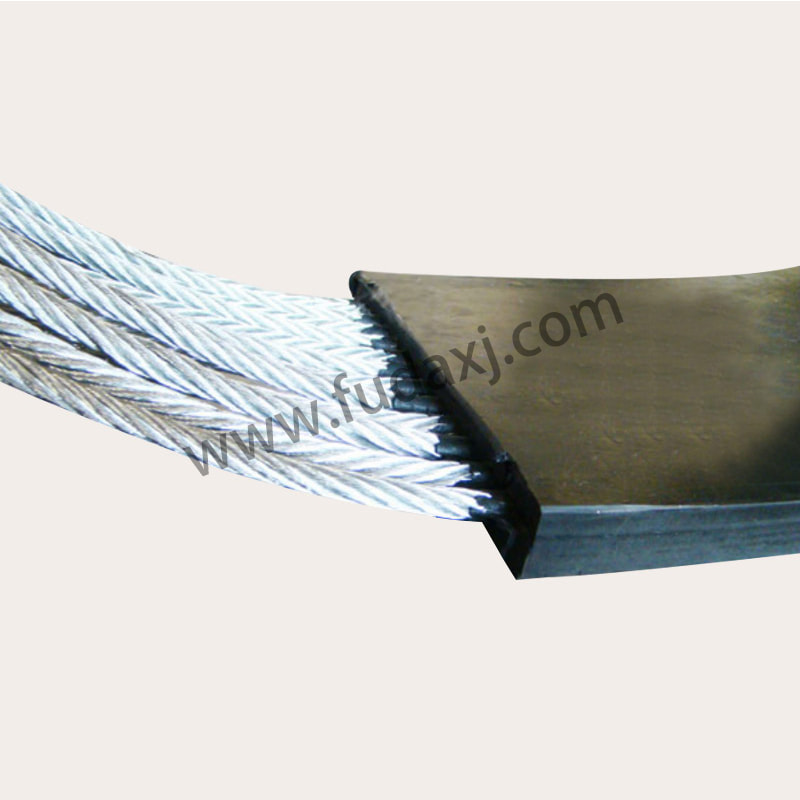
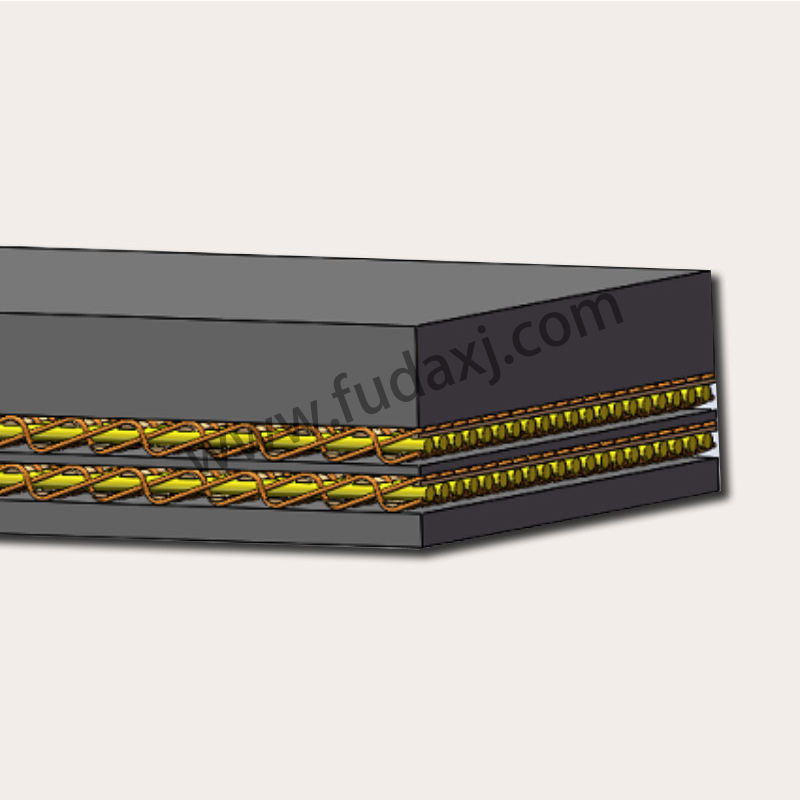
Technological advancements are playing a pivotal role in shaping the future of rubber conveyor belts. Enhanced reinforcement techniques, such as steel cord and fabric weaving, have significantly improved tensile strength and load-bearing capacity. Heat-resistant and flame-retardant variants are now available for industries operating in high-temperature environments. Additionally, smart rubber conveyor belts embedded with sensors are emerging, enabling real-time monitoring of belt conditions, wear levels, and potential failures. This predictive maintenance approach lesss unplanned downtime and optimizes operational efficiency.
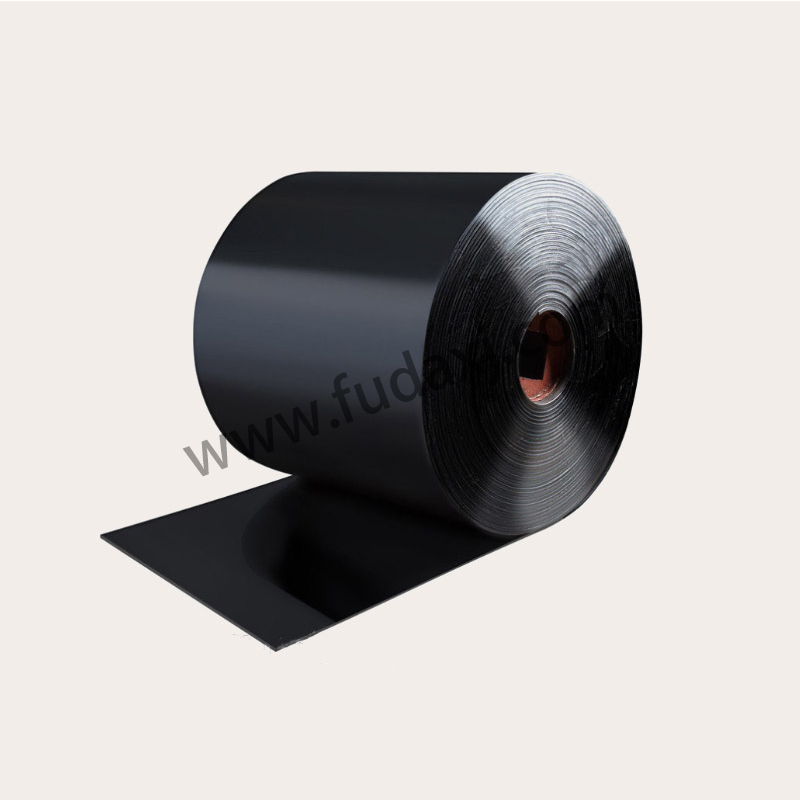
Despite the positive outlook, the rubber conveyor belt industry faces challenges, including fluctuating raw material prices and competition from alternative materials like PVC and polyurethane. However, the predominant durability and adaptability of rubber conveyor belts continue to give them an edge in heavy-duty applications. Market analysts predict sustained growth, particularly in emerging economies where rapid industrialization and infrastructure development are driving demand.
The logistics and warehousing sectors are also contributing to the expansion of the rubber conveyor belt market. With the rise of e-commerce and automated distribution centers, efficient material handling systems are in high demand. Rubber conveyor belts facilitate the smooth movement of packages, reducing labor costs and improving throughput. Their noise-reducing properties further enhance workplace conditions, making them a preferred choice in large-scale logistics operations.
The rubber conveyor belt market is on a growth trajectory, supported by rising industrial demand, technological progress, and a shift toward sustainable solutions. Their unmatched versatility and reliability ensure that rubber conveyor belts will continue to play a vital role in modern material handling systems for years to come. With continuous improvements in design and functionality, these belts are well-positioned to meet the evolving needs of industries worldwide.


 Fax: 0086-576-83019528
Fax: 0086-576-83019528