 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English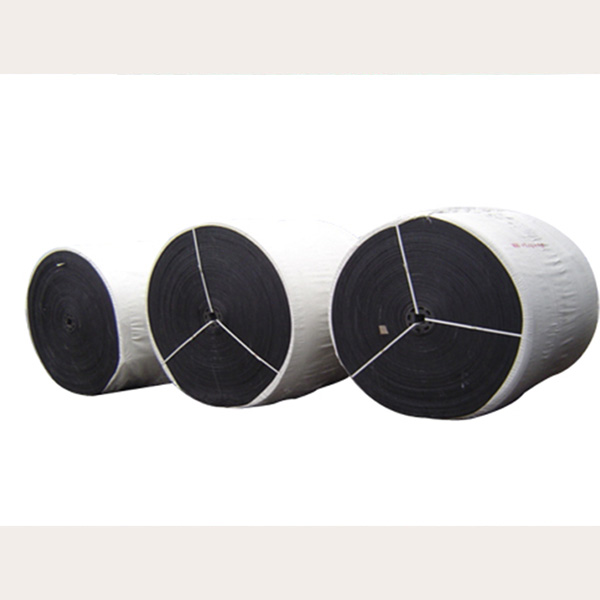
In the vast and demanding world of surface and underground mining, efficiency and reliability in moving material are not just advantageous—they are essential for economic viability. At the heart of this massive logistical challenge is the mining conveyor belt. This is far more than a simple transportation tool; it is a high-capacity, engineered system responsible for moving millions of tons of ore, coal, overburden, and other minerals from the point of extraction to processing plants, stockpiles, or load-out facilities. The performance of the mining conveyor belt directly influences production rates, operational costs, and safety, making it a critical component in the mining value chain.
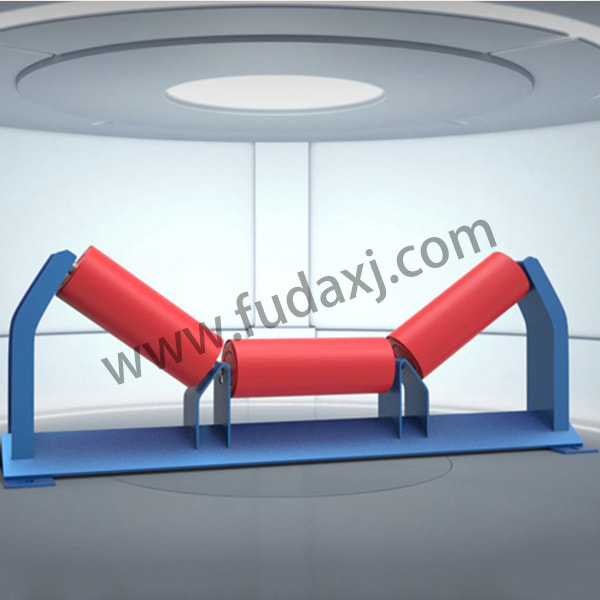
The primary function of a mining conveyor belt is to provide continuous, high-volume material transport over often considerable distances and challenging topography. In a surface mine, a network of mining conveyor belt systems can replace a large fleet of haul trucks, offering a more energy-efficient and lower-emission solution for moving material from the pit. Underground, mining conveyor belt installations are the arteries that carry extracted material to the surface through tunnels and shafts. These belts must be designed to handle abrasive, heavy, and sometimes sharp materials, often on inclines or declines, while operating reliably in environments with dust, moisture, and variable temperatures.
Durability and strength are the defining requirements for a mining conveyor belt. Given the immense tonnages and punishing conditions, these belts are engineered to be exceptionally robust. For long-distance and high-tension applications, the mining conveyor belt often features a steel cord reinforcement carcass, providing the necessary tensile strength to span kilometers with small stretch. For shorter hauls or less bad tensions, heavy-duty fabric ply belts with multiple layers of synthetic fabric are used. The top cover rubber is specially compounded for up to resistance to cutting, gouging, and abrasion from the specific mineral being transported, whether it is sharp iron ore, abrasive bauxite, or heavy coal.
The integration of technology is transforming the modern mining conveyor belt into an intelligent system. Conveyors are increasingly equipped with sensors that monitor belt health, tracking variables like cord fatigue, cover wear, and splice integrity. Automated lubrication systems, sophisticated speed controls that match belt velocity to feed rates, and digital twin simulations for optimizing the entire conveying network are becoming more common. These advancements aim to improve throughput while small energy consumption and wear, pushing the mining conveyor belt from a passive component to an active, optimized part of the mine's digital ecosystem.
The evolution of the mining conveyor belt is closely tied to the industry's goals of greater automation, reduced environmental impact, and lower operating costs. Future developments will likely include belts made from even more durable and lightweight materials, advanced rip detection using fiber optics or embedded sensors, and designs that facilitate easier installation and splicing in remote locations. As mines seek to deepen their efficiency and sustainability profiles, the mining conveyor belt will continue to be a focal point of innovation, ensuring that this indispensable lifeline remains the reliable and efficient means of moving the earth's resources on a monumental scale.

 Fax: 0086-576-83019528
Fax: 0086-576-83019528