 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English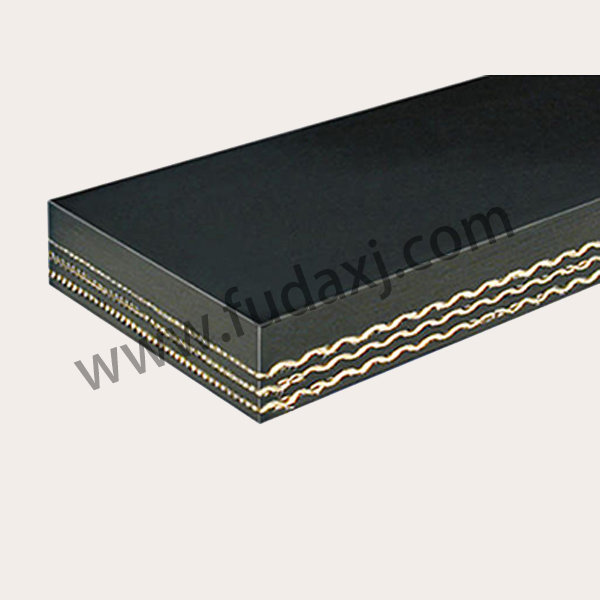
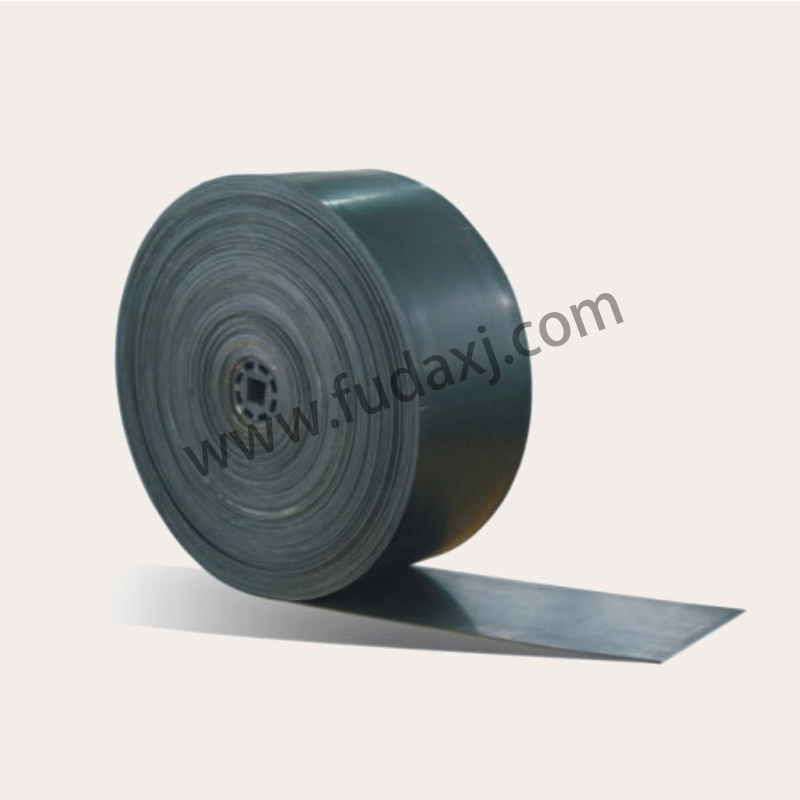
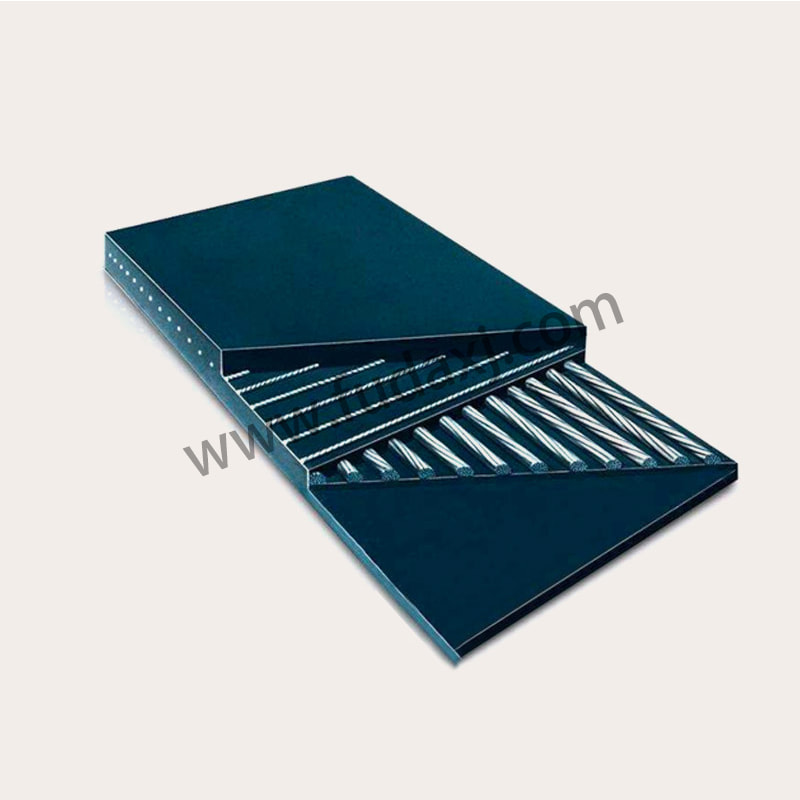
At the heart of continuous, automated movement of bulk materials and discrete items is the Rubber Conveyor Belt, a flexible loop of material that forms the carrying surface on a system of pulleys. Its widespread adoption is due to a powerful combination of durability, flexibility, and cost-effectiveness. The term Rubber Conveyor Belt broadly encompasses a vast range of products, all sharing a common construction principle: a reinforced carcass for strength, encapsulated within top and bottom layers of rubber sheathing. This versatile design can be tailored through material selection and engineering to meet an extraordinary diversity of load, distance, and environmental requirements.
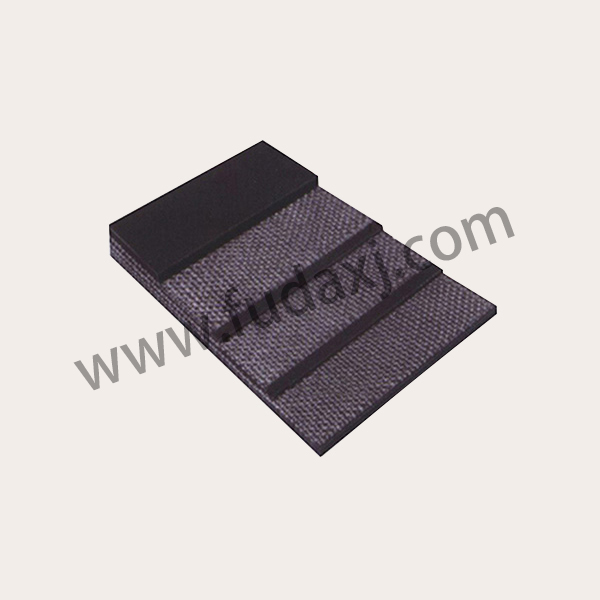
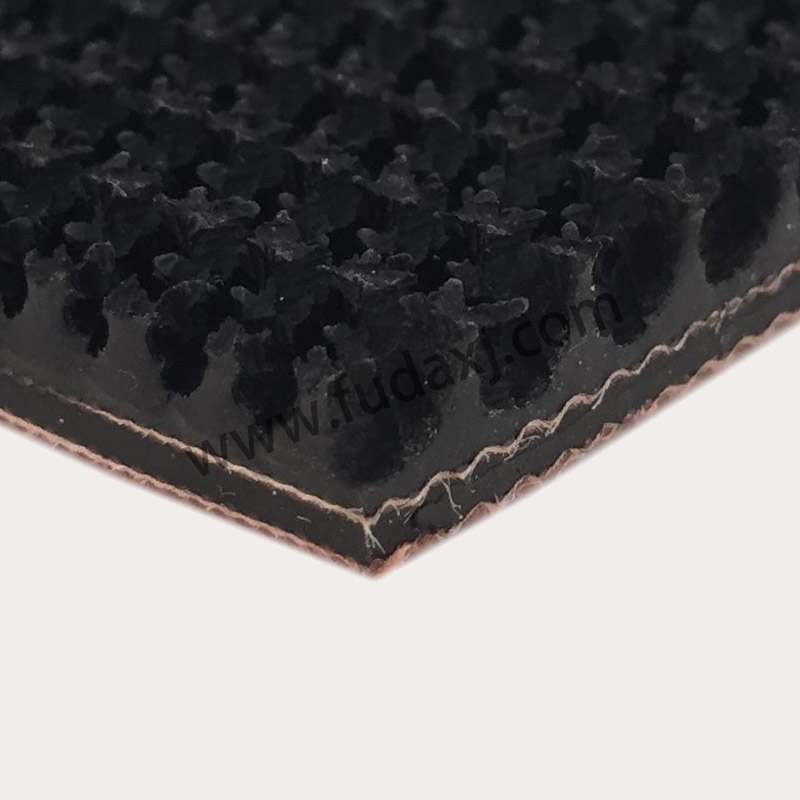
The basic anatomy of a standard Rubber Conveyor Belt consists of three key elements. The core is the tension-bearing carcass, typically made from one or more plies of woven fabric like polyester-nylon (EP) or cotton. This fabric provides the tensile strength to move the loaded belt and determines its flexibility and elongation properties. Bonded to this carcass are the rubber covers. The top cover is the working surface, directly in contact with the conveyed material. Its formulation is critical and varies widely; it can be made soft and tacky to hold packages, or hard and resistant to abrasion for handling sharp rocks. The bottom cover, which contacts the idler rollers, is designed for low friction and resistance to wear. The rubber itself is a compounded mix of synthetic and/or natural rubber, carbon black, and other chemicals, vulcanized to create a durable, elastic matrix that protects the carcass.
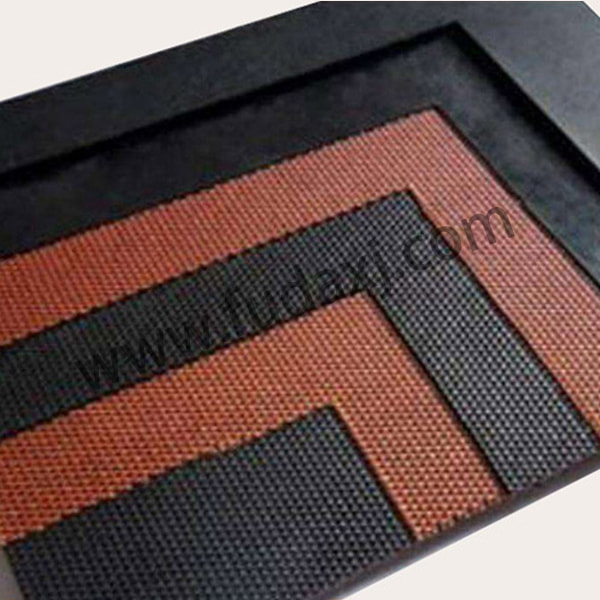
The application spectrum for the Rubber Conveyor Belt is virtually limitless. In heavy industry, massive Rubber Conveyor Belt systems transport millions of tons of coal, ore, and aggregate in mining and quarrying operations, often over many kilometers. In agriculture, these belts move grain, sugar, and produce in processing facilities. Airports worldwide rely on intricate Rubber Conveyor Belt networks to sort and route passenger luggage. At the supermarket checkout, a light-duty Rubber Conveyor Belt moves groceries. Manufacturing plants use them in assembly lines, and recycling centers employ specially designed belts to handle mixed waste. This universality stems from the ability to customize the belt's width, length, carcass strength, and cover type to the specific task.
Innovation in Rubber Conveyor Belt technology is strongly influenced by trends in energy efficiency, smart systems, and sustainability. The development of low-rolling-resistance rubber compounds for covers and new carcass designs aims to reduce the energy consumption of long conveyor systems. Integration of sensor technology is a growing field; modern Rubber Conveyor Belt designs can include embedded RFID chips for tracking, or even conductive layers for rip and tear detection, enabling predictive maintenance and preventing catastrophic failures. Sustainability efforts are pilot to increased use of recycled rubber in non-critical cover layers and research into more recyclable belt constructions. As global industry continues to prioritize automation, efficiency, and safety, the Rubber Conveyor Belt will continue to evolve. It remains an indispensable, adaptable platform for material movement, with its ongoing refinement ensuring it meets the future demands of a world in constant motion.
 Fax: 0086-576-83019528
Fax: 0086-576-83019528