 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English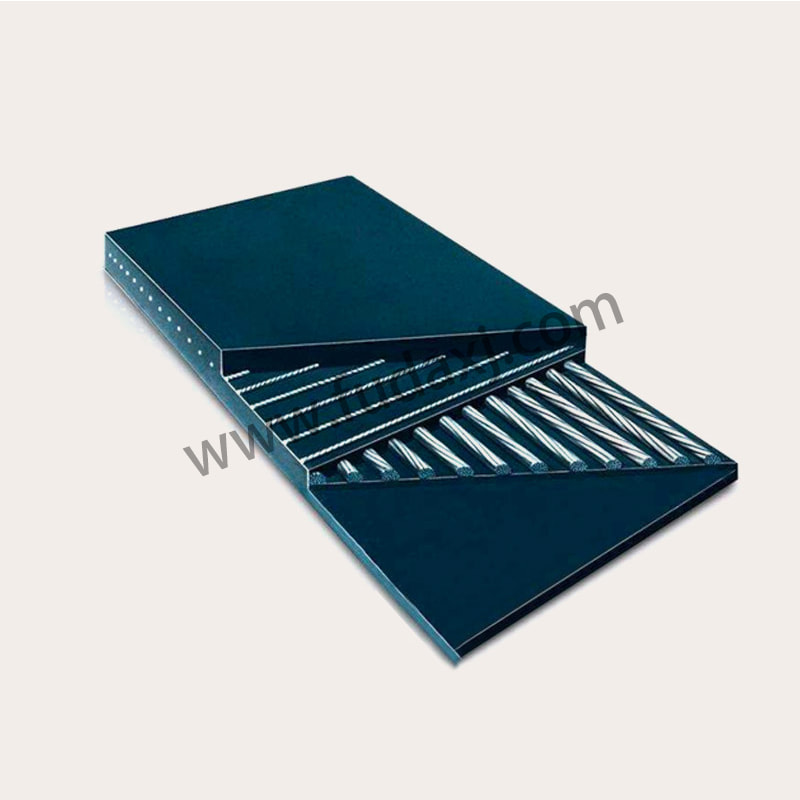
What Makes a Steel Cord Belt Different From Fabric Belts
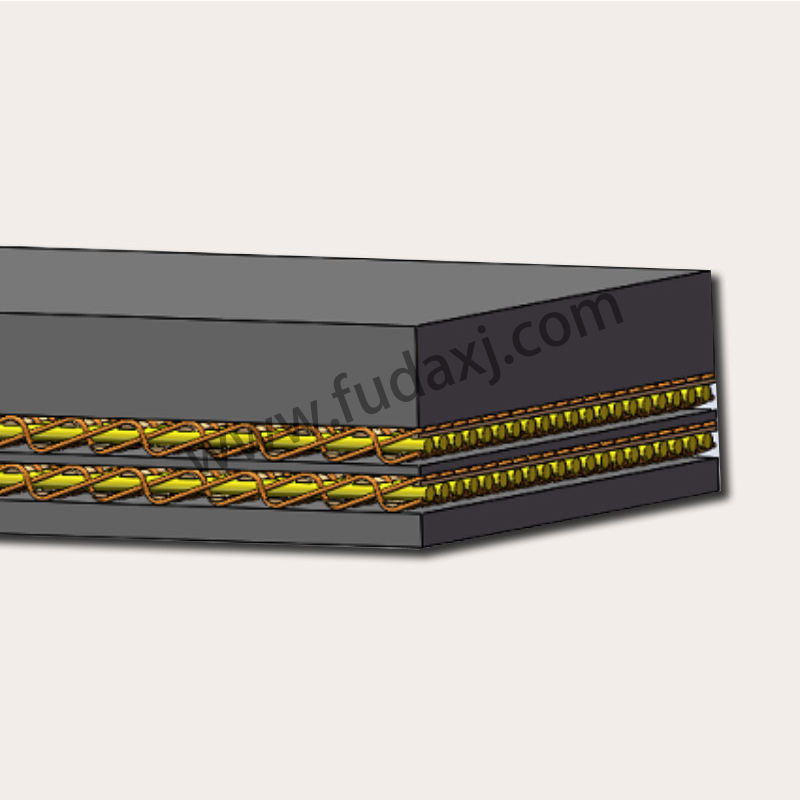
The core difference comes down to what sits inside the belt. Standard conveyor belts use layers of fabric — polyester, nylon, or similar — to carry the tensile load. TBM steel cord conveyor belts replace that fabric core with a series of steel cables running lengthwise through the belt. Those cables take the tension instead of fabric plies, and the result is a belt that handles much higher breaking loads while stretching far less under pressure.
For tunneling work, that low elongation matters quite a bit. A belt that stretches significantly under load creates tracking problems inside a confined tunnel bore, where there is very little room to make adjustments. Steel cord construction keeps the belt running straight and predictable even when load conditions shift during excavation.
The rubber covers on both sides still play their usual role — protecting the carcass, absorbing impact from falling muck, and handling abrasion from sharp rock fragments. In TBM applications, those covers tend to be compounded for heavier wear resistance given the nature of the material coming off the cutterhead.
Key Specifications That Come Into Play
When a TBM steel cord conveyor belt gets specified for a project, several technical parameters come into consideration beyond simply picking a width and length.
Breaking strength is typically expressed in kilonewtons per meter of belt width and ranges considerably depending on the tunnel diameter, material density, and conveying distance involved. Larger TBMs moving harder rock over longer distances push toward higher-rated belts.
Cord diameter and spacing affect both the belt's strength and its flexibility. Closer cord spacing generally improves load distribution, while cord diameter contributes directly to tensile capacity.
Cover thickness on the carrying side varies based on how abrasive the excavated material is expected to be. Projects through hard granite or basalt call for thicker, harder-wearing covers compared to softer ground tunneling.
Belt width is matched to the TBM diameter and the volume of muck generated per hour of boring. Wider belts move more material per cycle, which matters when boring rates are high and muck removal becomes a bottleneck.
Splice type is another practical consideration. Vulcanized splices are standard for steel cord belts because mechanical fasteners do not offer comparable strength at the joint. Getting splicing right in an underground environment requires planning and skilled execution.
How Steel Cord Belts Compare to Other Options
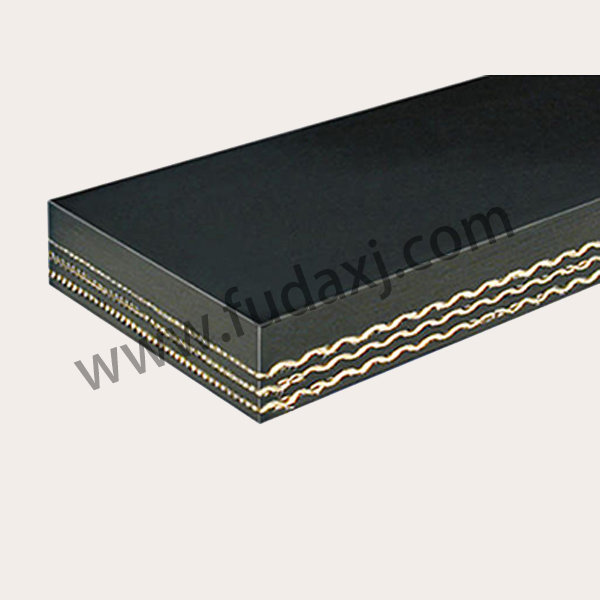
Fabric ply belts can work in shorter, lower-tension tunnel conveying applications, but they hit practical limits when tunnel length increases or material loads get heavier. The elongation under load creates tracking challenges, and the splice frequency required on longer runs adds time and complexity to the project schedule.
TBM steel cord conveyor belts address those limitations directly. Lower stretch means more stable tracking. Higher breaking strength means fewer belt changes and less splicing over the course of a long tunneling project. The trade-off is a higher upfront belt cost and the need for vulcanized splicing rather than mechanical joining, which requires more preparation and specialized equipment on site.
For tunnel projects pushing beyond a few hundred meters or dealing with particularly hard and abrasive ground, steel cord construction tends to be the practical choice that project teams and contractors return to repeatedly.
 Fax: 0086-576-83019528
Fax: 0086-576-83019528