 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English
The demands of modern mining, large-scale infrastructure projects, and heavy industry often require the movement of massive volumes of material over exceptionally long distances. For these high-capacity, high-tension applications, conventional fabric-reinforced belts reach their operational limits. The engineering solution is the TBM steel cord conveyor belt, a specialized product where the reinforcement carcass consists of parallel steel cables embedded in a rubber matrix. This construction provides the tensile strength necessary for single-flight conveyors spanning many kilometers, making the TBM steel cord conveyor belt a critical component in the lots of ambitious bulk material handling systems worldwide.
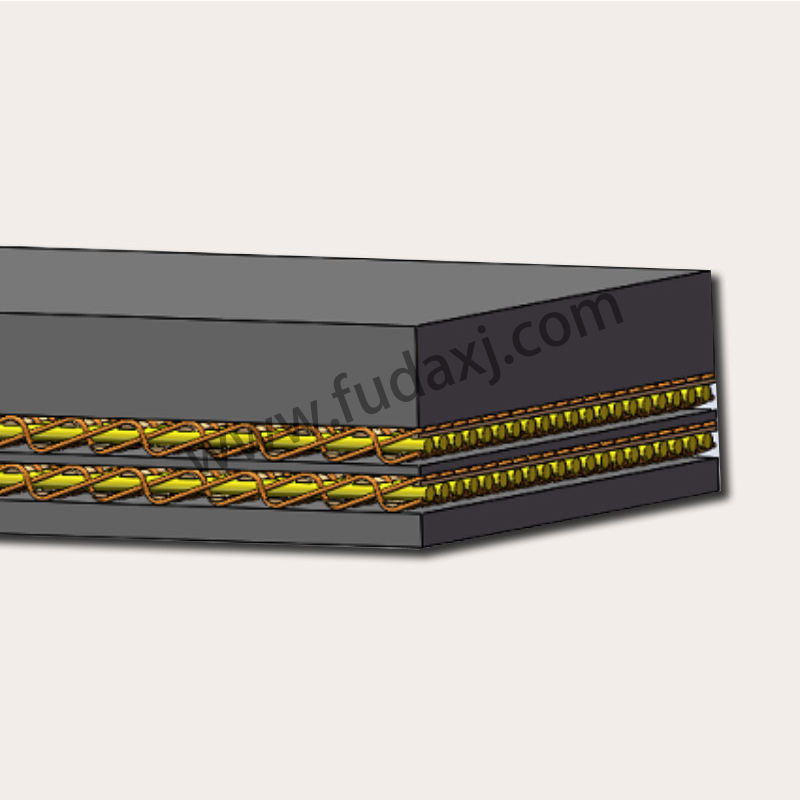
The defining feature of the TBM steel cord conveyor belt is its reinforcement structure. Instead of woven fabric plies, its core is a single layer of high-tensile steel cords, arranged longitudinally and spaced according to the belt's design tension. Each cord is made from multiple strands of high-carbon steel wire, providing exceptional strength with relatively low elongation. These cords are completely encapsulated in a bonding rubber compound that ensures outstanding adhesion between the steel and the surrounding rubber, preventing moisture ingress and corrosion. This steel cord skeleton is then sandwiched between a thick top cover rubber, designed for up to wear and impact resistance from the load, and a bottom cover rubber formulated for durability against friction with idlers and pulleys. The result is a belt with a high strength-to-weight ratio, capable of withstanding the tremendous tensions required for long-center conveyors.
The primary application for the TBM steel cord conveyor belt is in large-scale, high-performance conveying scenarios. In open-pit mining, these belts transport thousands of tons of overburden, coal, or ore per hour from the mine face to processing plants or rail load-outs, often over inclines and declines. For cross-country bulk transport, such as moving limestone from a quarry to a distant cement plant or ash from a power station to a disposal site, the TBM steel cord conveyor belt is the only viable continuous haulage method. Major port facilities also rely on these belts for high-speed ship loading and unloading. Their ability to operate on conveyors with significant vertical curves (convex and concave) without delamination or fatigue is another key advantage, allowing routing that follows the natural terrain.
Innovation in TBM steel cord conveyor belt technology focuses on extending service life, improving splice reliability, and integrating monitoring systems. Research is ongoing into advanced rubber compounds for covers that offer even greater resistance to cutting, gouging, and wear from highly abrasive materials. Splicing technology—the process of joining the ends of these belts on-site—continues to be refined to ensure a splice strength that matches the belt's own rating, which is critical for operational integrity. The integration of embedded sensor cables or conductive layers within the TBM steel cord conveyor belt for real-time rip detection and wear monitoring is becoming more prevalent, enabling predictive maintenance and preventing costly unplanned downtime. As global demand for raw materials and efficient logistics persists, the TBM steel cord conveyor belt will remain the engineering solution of choice for moving mountains of material reliably and efficiently, forming the durable arteries of the world's largest industrial operations.

 Fax: 0086-576-83019528
Fax: 0086-576-83019528