 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English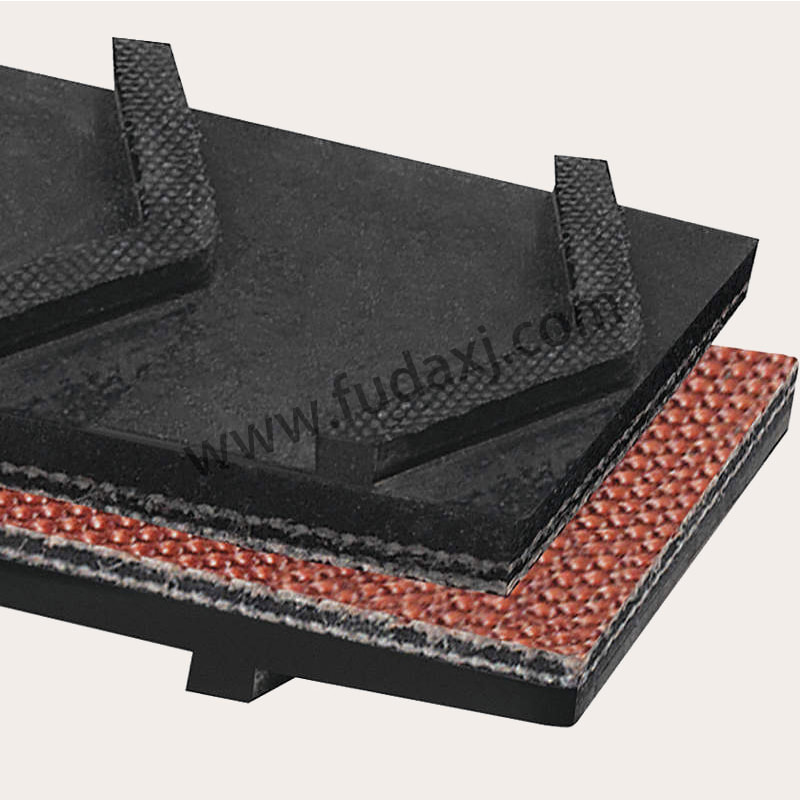
In bulk material handling, ensuring reliable and efficient transport is a central objective. Among various belt types, the anti-tear conveyor belt stands out for its ability to balance structural strength with practical maintenance needs. Designed for handling challenging materials without excessive wear or sudden failure, these belts are increasingly valued across multiple industries.
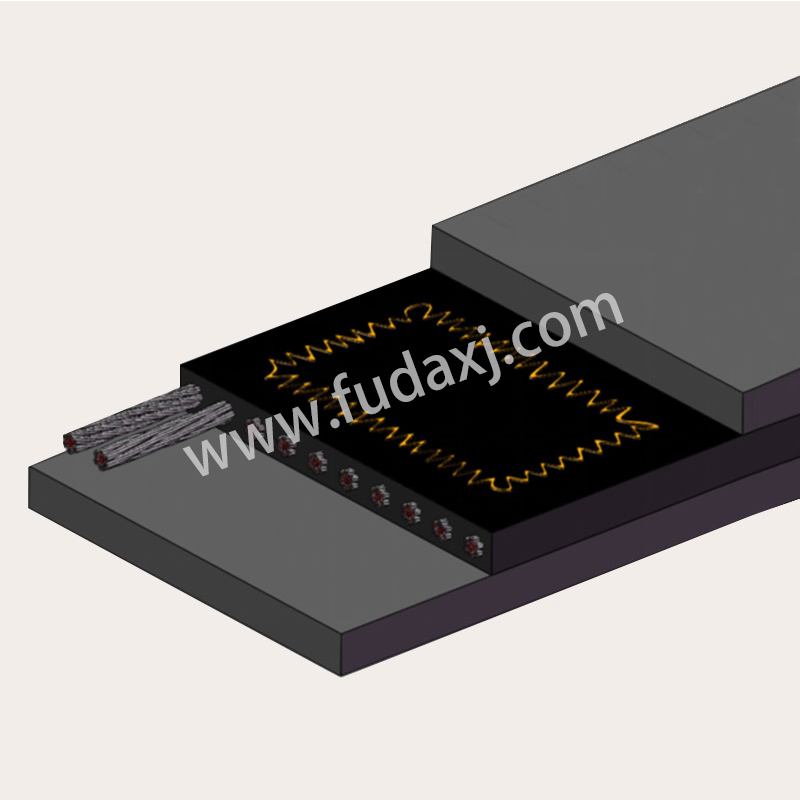
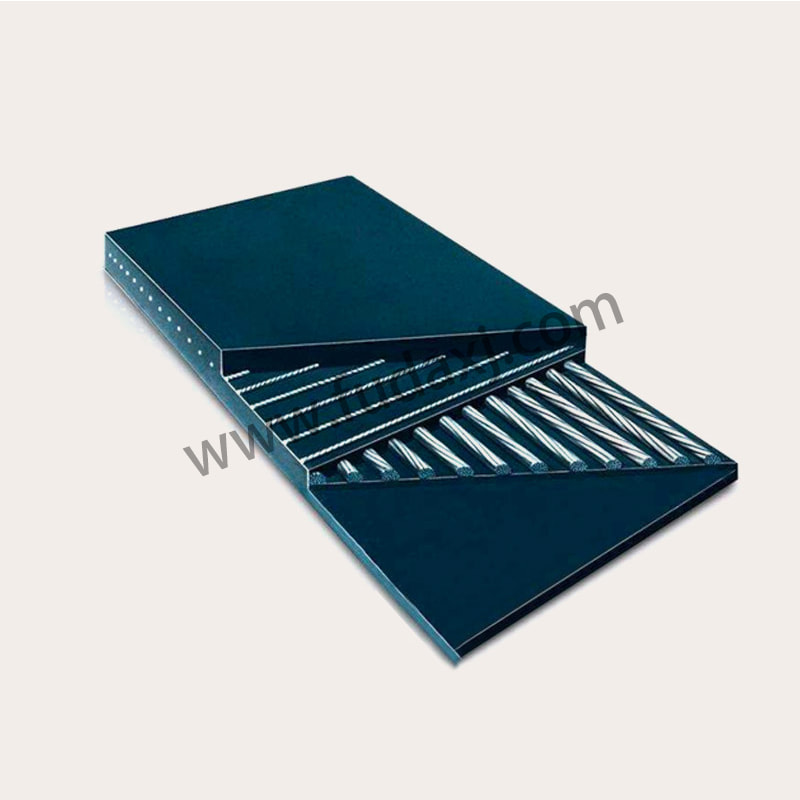
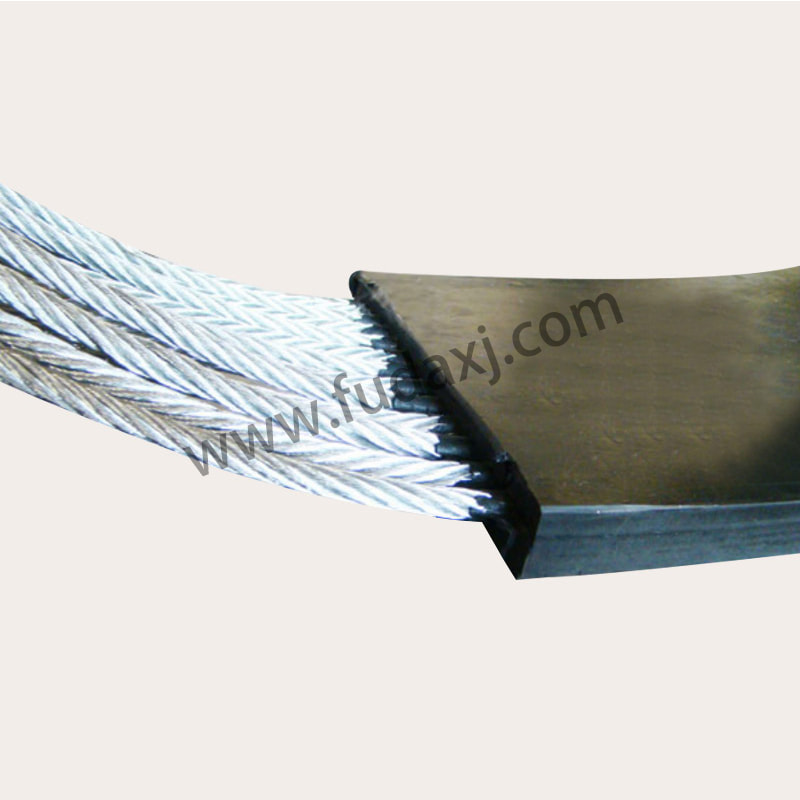
In operations involving heavy, uneven, or sharp-edged materials, the surface and internal integrity of conveyor belts are constantly challenged. Anti-tear conveyor belts help maintain steady operation by reducing the likelihood of damage that leads to performance interruptions. Their reinforcement layers, often arranged transversely or diagonally, work to prevent minor cuts or punctures from becoming full-width tears, which could otherwise halt production.
By maintaining belt integrity even when sharp or irregular material contacts the surface, anti-tear belts contribute to continuous material flow. This reduces stoppages and supports greater operational consistency, which is particularly important in fast-paced environments such as aggregate plants, recycling facilities, and construction sites.
Another practical advantage of anti-tear conveyor belts lies in their maintenance profile. While no belt system is completely maintenance-free, belts with anti-tear features often show a slower rate of damage accumulation. Their design delays the progression of cuts and punctures, giving maintenance teams more time to assess and address issues before they require significant repairs.
Routine inspections remain important, but visual signs of damage on anti-tear belts tend to be more localized. This allows for partial repairs or patching instead of full belt replacement. In some cases, modular repair systems can be applied directly on-site, further small downtime.
Additionally, the integration of belt protection devices such as impact beds, belt cleaners, and guide rollers complements the function of anti-tear belts. These components work together to reduce the burden on the belt and improve its service conditions.
Anti-tear conveyor belts can be adapted for various material types and environmental conditions. Their layered construction and variable cover thickness allow them to perform under different levels of load, temperature, and moisture.
In outdoor installations, the belts may encounter seasonal temperature shifts, rainfall, or exposure to debris. The rubber compounds used in anti-tear belts are selected to accommodate such conditions without premature cracking or delamination. In indoor environments with controlled temperatures but higher material abrasiveness, different belt formulations may be used to enhance surface longevity.
Whether transporting crushed stone, industrial scrap, or organic waste, the belts can be adjusted for width, length, and reinforcement type. This adaptability makes them suitable for both fixed installations and mobile equipment.
While service life depends on many factors—including material type, belt speed, and installation quality—anti-tear conveyor belts are engineered to perform over extended periods with reduced need for full replacement. Their resistance to tearing and improved patchability extends usable life, supporting lower long-term maintenance costs.
Anti-tear conveyor belts offer a practical combination of durability, operational continuity, and ease of maintenance. Rather than focusing solely on toughness, these belts support productivity by maintaining their structure under real-world conditions and reducing repair complexity. This balance makes them a valuable choice for industries seeking reliable, adaptable transport solutions without frequent downtime.



 Fax: 0086-576-83019528
Fax: 0086-576-83019528