 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English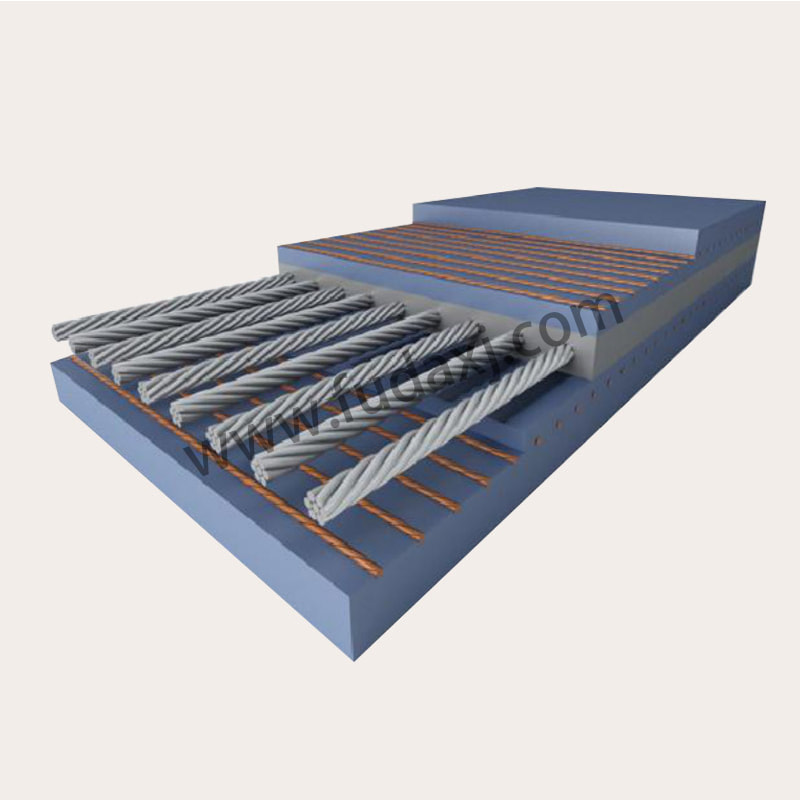
Steel cord conveyor belts offer several advantages over other types of conveyor belts, making them suitable for various applications. Here are some of their key advantages:
High tensile strength: Steel cord conveyor belts are built with multiple steel cords embedded in the rubber cover, providing exceptional tensile strength. This enables them to withstand heavy loads and high tension, making them ideal for applications that involve conveying bulk materials over long distances.
Long lifespan: Steel cord conveyor belts are known for their durability and longevity. The steel cords offer excellent resistance to wear, tear, and impact, allowing the belts to endure harsh operating conditions. They have a longer service life compared to other conveyor belt types, reducing the need for frequent replacements.
Excellent load-bearing capacity: Due to their robust construction, steel cord conveyor belts can handle heavy loads with ease. They are capable of conveying materials with high bulk densities and abrasive characteristics, making them suitable for industries such as mining, quarrying, and construction.
Enhanced safety: Steel cord conveyor belts provide a high level of safety during operation. The steel cords offer superior resistance to elongation, reducing the risk of belt sagging and potential accidents. Moreover, they are designed to minimize the risk of belt failure, ensuring uninterrupted operation and worker safety.
Greater flexibility: Steel cord conveyor belts are flexible, allowing them to adapt to various conveyor configurations and handle complex routing requirements. Their flexibility enables them to traverse pulleys and idlers smoothly, minimizing belt tension fluctuations and maintaining consistent performance.
Energy-efficient: The low elongation characteristics of steel cord conveyor belts reduce the energy consumption associated with belt operation. The reduced elongation results in less power required for tensioning and maintaining proper belt alignment, leading to energy savings over the long term.
Wide range of applications: Steel cord conveyor belts find applications in a wide range of industries, including mining, cement plants, steel mills, ports, and recycling facilities. They are suitable for transporting various materials, such as ores, coal, aggregates, bulk chemicals, and heavy industrial products.
It's important to note that while steel cord conveyor belts offer numerous advantages, their selection should be based on the specific requirements of the application, taking into account factors such as material characteristics, operating conditions, and budget considerations.



 Fax: 0086-576-83019528
Fax: 0086-576-83019528