 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English
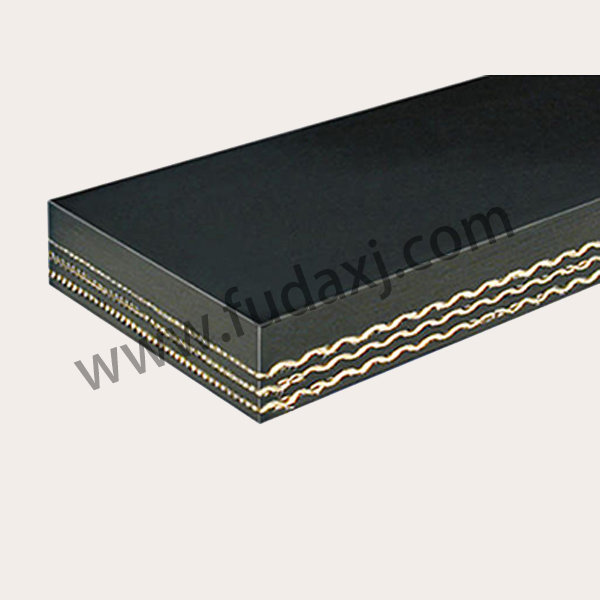
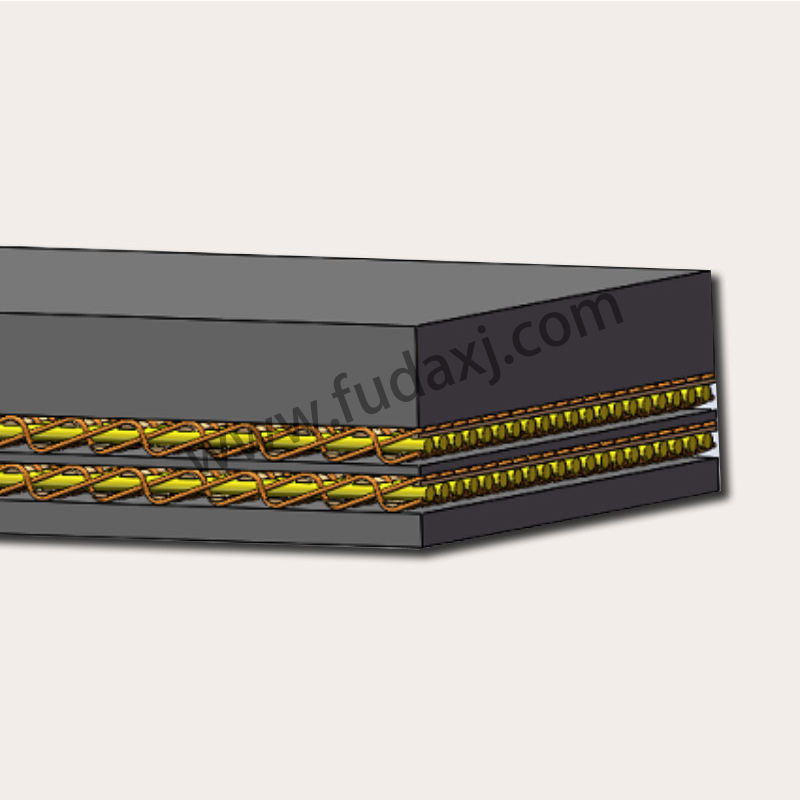
Conveyor belts can have a significant impact on the efficiency of material handling and logistics in several ways:
Increased throughput: Conveyor belts can move materials at a constant speed, which means they can handle a large volume of goods quickly and efficiently. This reduces the time required to move materials manually, which in turn increases productivity.
Reduced labor costs: Since conveyor belts automate the movement of materials, they can reduce the need for manual labor. This can result in significant cost savings, especially in large-scale operations.

Improved safety: Conveyor belts can reduce the risk of injury by eliminating the need for workers to manually move heavy or bulky materials. This can improve workplace safety and reduce the likelihood of accidents.
Better accuracy: Conveyor belts can be programmed to move materials with a high degree of accuracy, which can improve the quality and consistency of the production process.
Increased flexibility: Conveyor belts can be customized to suit different material handling needs, such as sorting, packaging, and transportation. This makes them highly versatile and adaptable to changing operational requirements.
Conveyor belts are an essential component of modern material handling and logistics systems, and their use can significantly improve efficiency, reduce costs, and enhance safety.



 Fax: 0086-576-83019528
Fax: 0086-576-83019528