 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English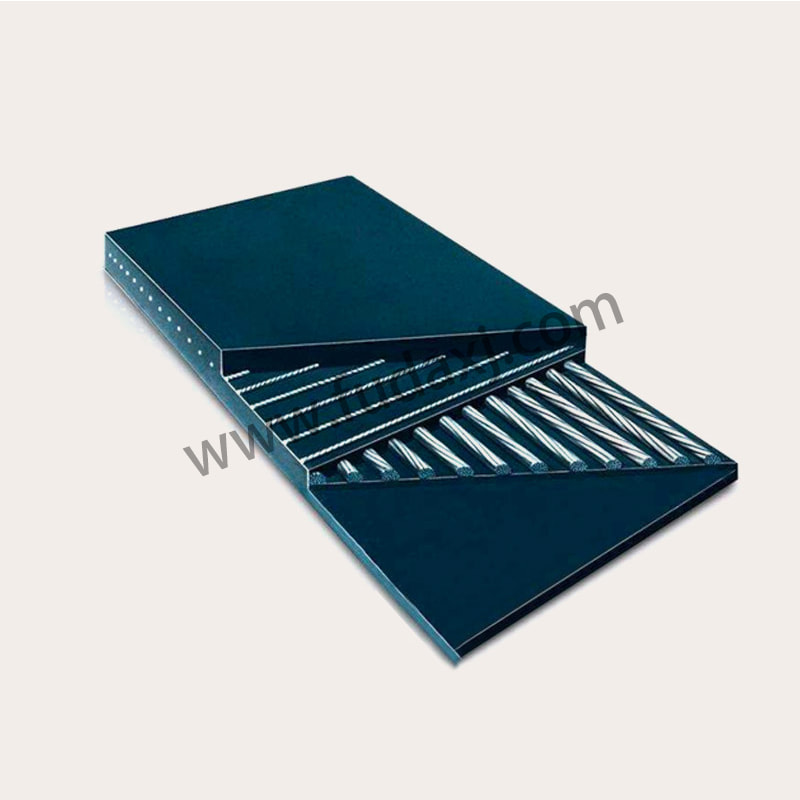
In industries where sharp-edged materials, heavy impacts, or abrasive conditions are part of daily operations, the reliability of a conveyor system is paramount. A critical failure point can be longitudinal rips or tears in the belt, pilot to extensive downtime and costly repairs. To address this challenge, a specialized category of belting has been developed: the anti tear conveyor belt. This is not a standard belt with a simple thicker cover; it is a structurally reinforced product engineered with integrated elements specifically designed to resist the initiation and propagation of tears, significantly enhancing operational uptime and safety in harsh applications.
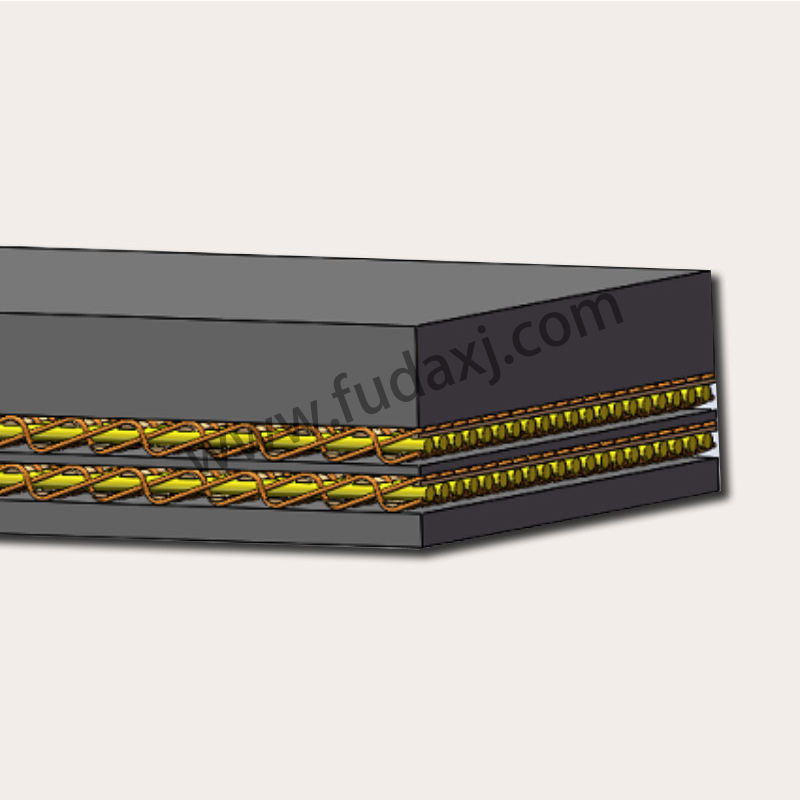
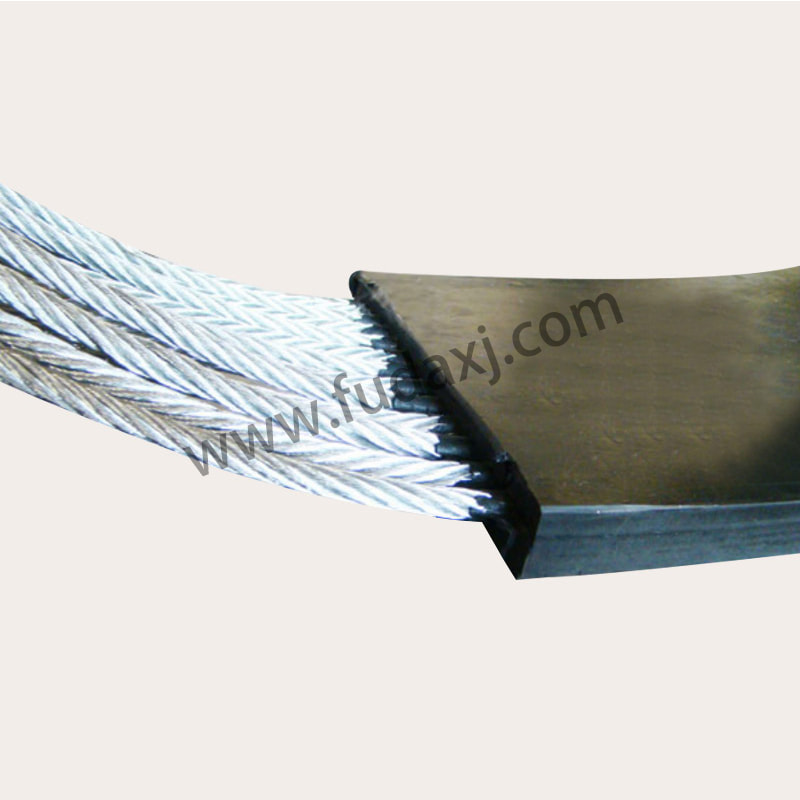
The core innovation of an anti tear conveyor belt lies in its integrated reinforcement architecture. While traditional belts rely on their fabric or steel cord carcass for longitudinal strength, they can be vulnerable to lateral damage from impact or trapped material. An anti tear conveyor belt incorporates additional layers of protection. A common and effective design involves embedding a transverse reinforcement layer, often made of high-strength synthetic fabric or a network of steel cables, between the belt's main carcass and its top cover. This reinforcement grid acts as a "breakwater," absorbing and distributing the energy of an impact, preventing a localized puncture from developing into a long, catastrophic rip that can shut down an entire line.
The application for an anti tear conveyor belt is primarily found in sectors with high-risk material handling. This includes mining, where belts carry sharp, heavy rocks and ore; quarrying and aggregate processing, dealing with jagged stones; recycling facilities handling fragmented metals and construction debris; and forestry operations moving logs with protruding branches. In these environments, the cost of unexpected belt failure—in lost production, emergency repairs, and material spillage—can be substantial. Investing in an anti tear conveyor belt is a proactive measure to mitigate these risks, providing a more predictable and resilient conveying solution.
Beyond the transverse reinforcement grid, the design of an anti tear conveyor belt involves careful material selection throughout its construction. The top cover rubber is typically formulated with enhanced cut and gouge resistance. The carcass itself, whether fabric or steel cord, is selected for high impact resistance. Some advanced designs utilize a "rip detection" system, where a conductive layer or signal cords are embedded within the belt. If a penetrating tear occurs, this system is broken, sending an immediate signal to the control panel to stop the conveyor, limiting the length of the damage and facilitating quicker repair.
Innovation in anti tear conveyor belt technology continues to focus on improving the strength-to-weight ratio of reinforcement materials and integrating smarter monitoring capabilities. Research includes the use of advanced synthetic fibers like aramids for lighter yet stronger tear barriers, and the development of more sensitive and reliable embedded sensor networks for real-time health monitoring. As industries push for greater productivity and face increasingly abrasive or irregular materials, the demand for robust, intelligent conveying solutions grows. The evolution of the anti tear conveyor belt represents a direct response to this need, moving the industry from reactive repair to proactive protection, ensuring that the vital flow of materials continues uninterrupted even under the challenging conditions.
 Fax: 0086-576-83019528
Fax: 0086-576-83019528