 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English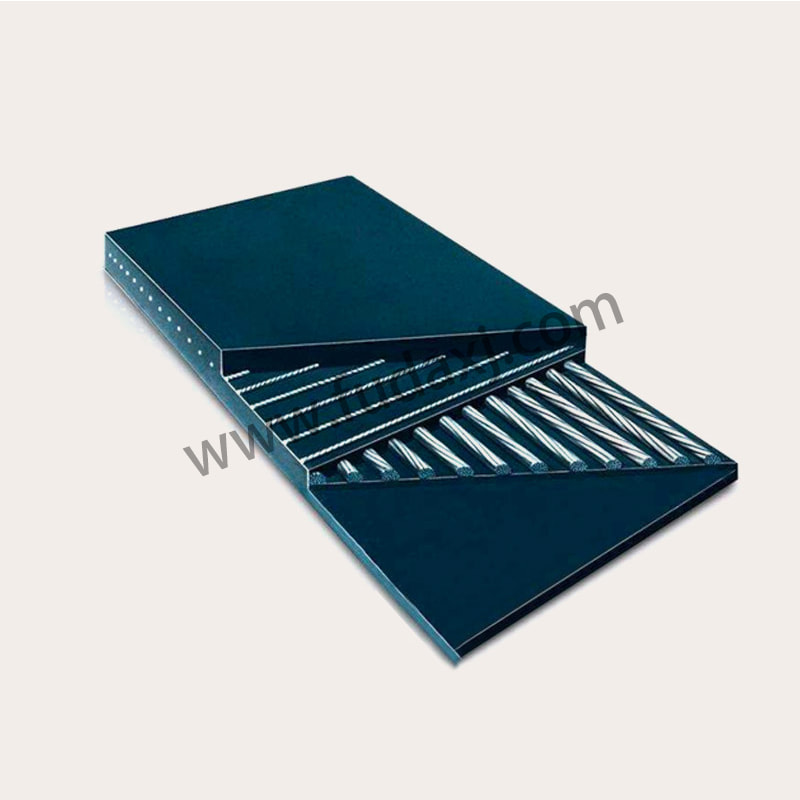
In the ever-evolving industrial landscape, where efficiency and reliability are critical to success, the emergence of Anti-Tear Conveyor Belts is set to transform material handling operations across various sectors. These advanced belts are designed to withstand the rigors of heavy-duty applications while small downtime and maintenance costs, making them a valuable addition to modern industrial operations.
Conveyor belts have long been a cornerstone of material handling in industries ranging from mining and manufacturing to agriculture and logistics. However, traditional conveyor belts often face significant challenges. They are susceptible to tearing, abrasion, and wear, especially when handling heavy or sharp materials. These issues can cause frequent repairs and replacements, causing costly delays and increased operational expenses. Moreover, the risk of belt failure can pose safety hazards to workers, particularly in high-risk environments such as mines and heavy manufacturing facilities.
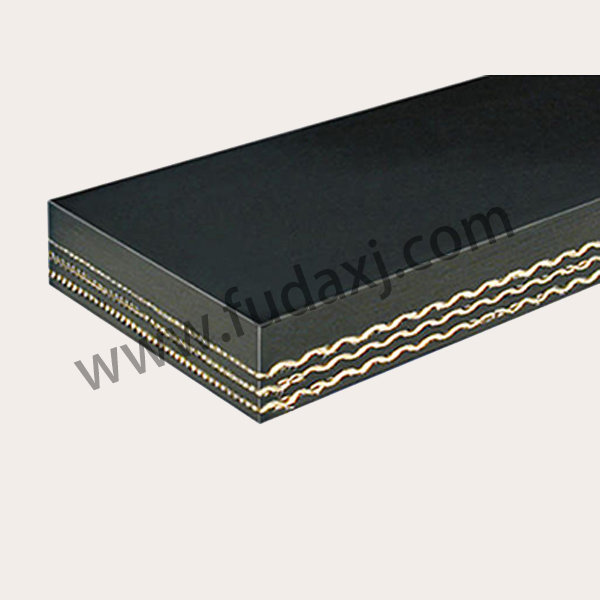
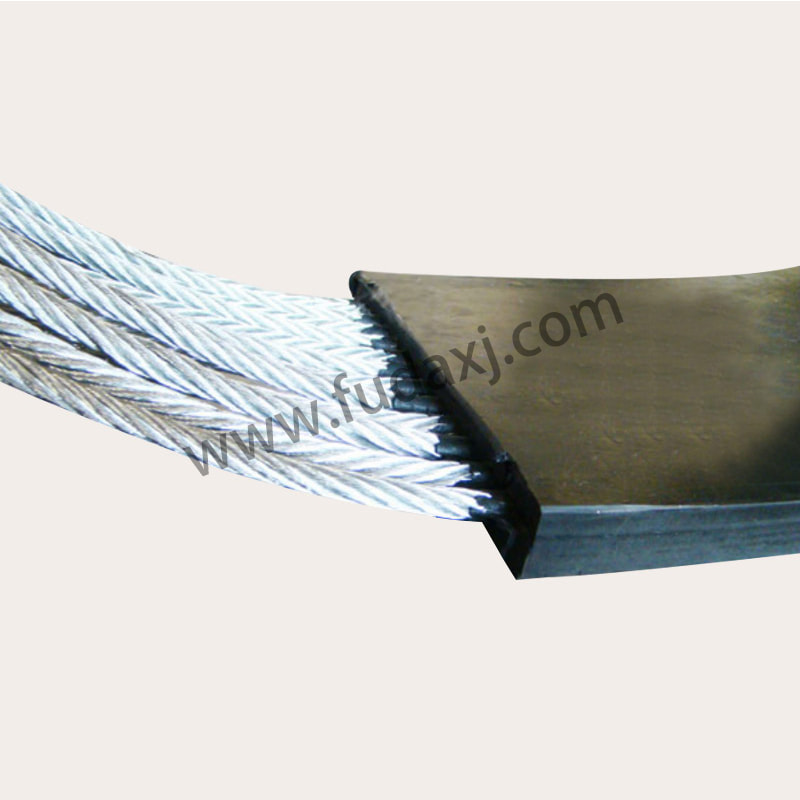
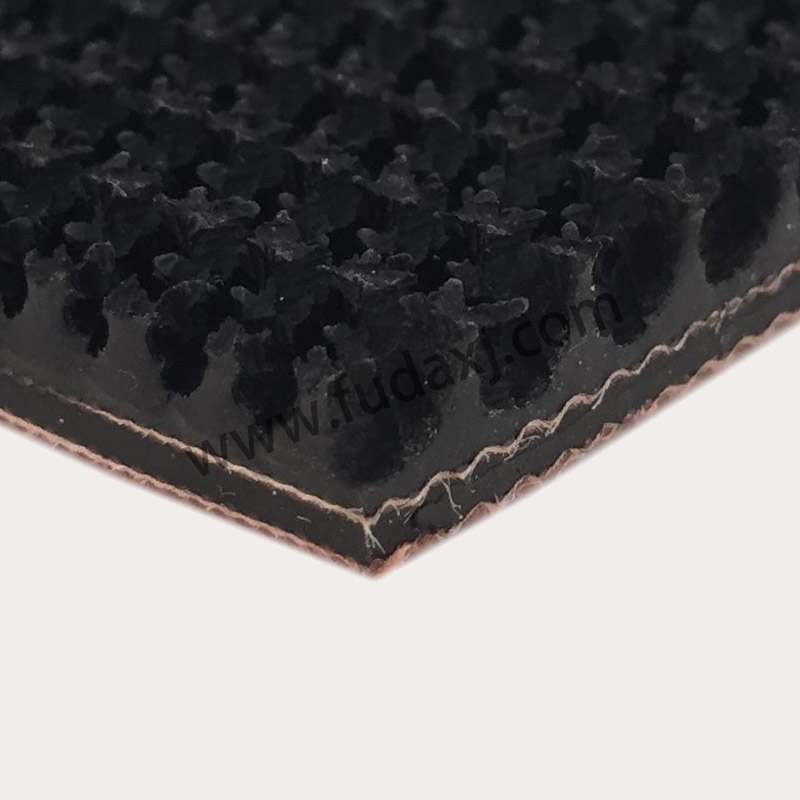
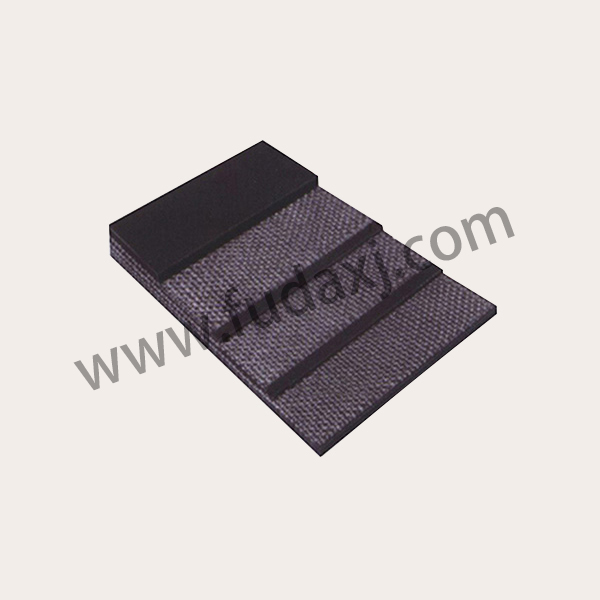
Anti-Tear Conveyor Belts are engineered to overcome these challenges by incorporating advanced materials and innovative design features. These belts are constructed with multiple layers of high-strength synthetic fibers and durable rubber compounds. The combination of these materials provides exceptional resistance to tears and abrasions, ensuring that the belts maintain their integrity even under the many demanding conditions.
One of the key benefits of Anti-Tear Conveyor Belts is their ability to reduce maintenance requirements. Traditional belts often need regular inspections and repairs to prevent failures, which can be time-consuming and costly. In contrast, Anti-Tear Conveyor Belts are designed to last longer, requiring fewer repairs and replacements. This not only lowers maintenance costs but also less downtime, allowing operations to run more smoothly and efficiently.
Safety is a paramount concern in industrial settings, and Anti-Tear Conveyor Belts play a crucial role in enhancing workplace safety. By reducing the likelihood of tears and breakages, these belts less the risk of accidents and injuries caused by belt failures. This is particularly important in industries such as mining, where workers are often in close proximity to conveyor belts and can be exposed to hazardous conditions.
In addition to safety improvements, Anti-Tear Conveyor Belts also contribute to operational efficiency. Their durability ensures consistent performance, reducing the risk of unexpected stoppages and allowing for more reliable material handling. This is essential in industries such as manufacturing, where production schedules are tightly coordinated and any disruption can have significant financial implications.
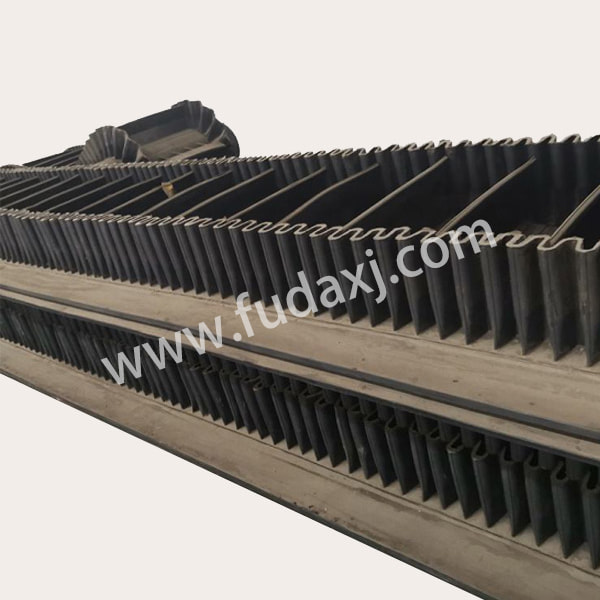
The versatility of Anti-Tear Conveyor Belts makes them suitable for a wide range of applications. In the mining industry, these belts are capable of handling heavy and abrasive materials without tearing, making them ideal for both underground and open-pit operations. In manufacturing, they can transport a variety of products, from raw materials to finished goods, without compromising on durability or performance.
Anti-Tear Conveyor Belts represent a significant advancement in material handling technology. By addressing the common challenges faced by traditional belts, these innovative products offer a more reliable and efficient solution for transporting materials. As more industries recognize the benefits of Anti-Tear Conveyor Belts, their adoption is likely to increase, setting a new standard for durability and performance in the world of industrial material handling.
 Fax: 0086-576-83019528
Fax: 0086-576-83019528