 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English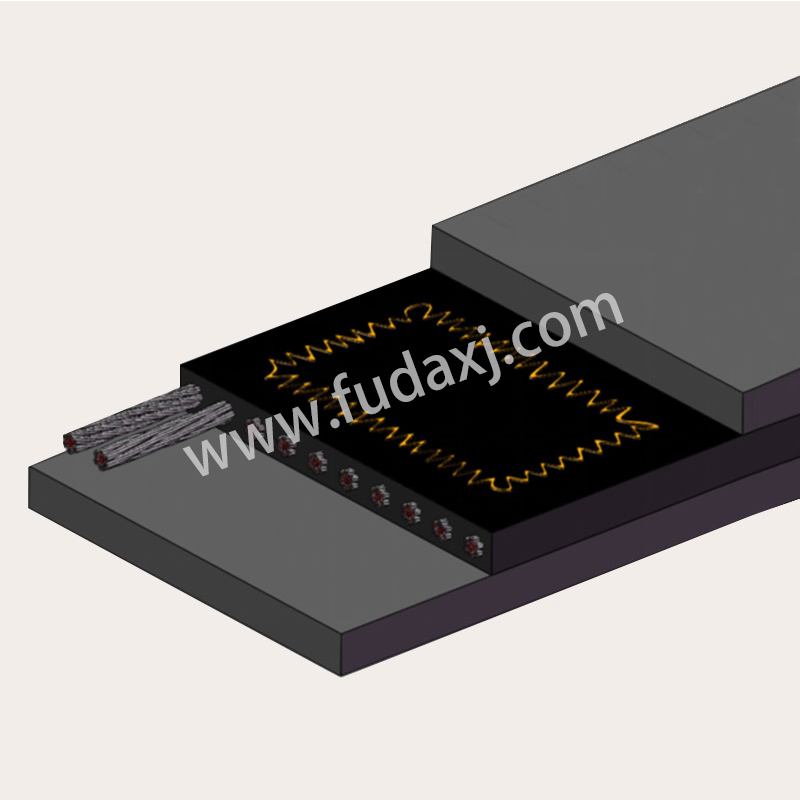
The industrial sector is experiencing substantial advancements in conveyor belt technology, revolutionizing material handling processes across multiple industries. This fundamental component has evolved beyond its traditional role, incorporating innovative features that enhance operational efficiency and reliability. The modern conveyor belt represents a sophisticated engineering solution designed to meet the diverse demands of contemporary manufacturing, mining, and distribution operations. Continuous innovation in conveyor belt design and manufacturing continues to establish new benchmarks for durability, safety, and performance in material transportation systems.
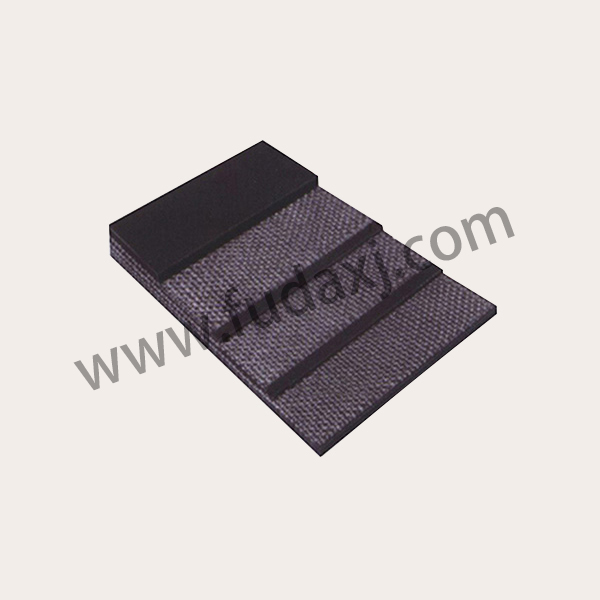
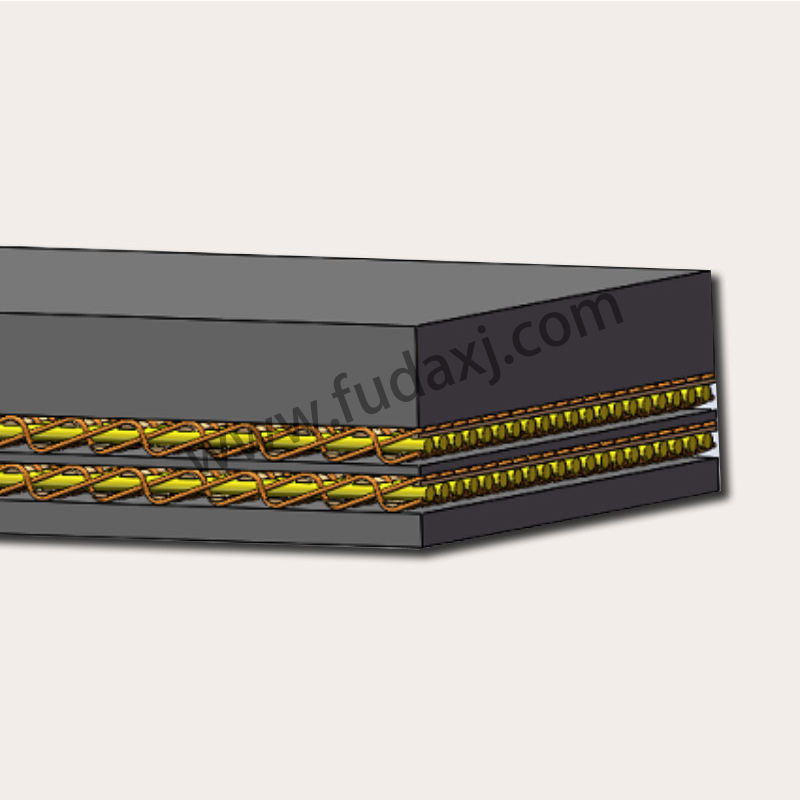
Today's conveyor belt systems incorporate advanced materials and smart technologies that significantly improve their operational capabilities. The contemporary conveyor belt typically features reinforced synthetic fabrics, specialized rubber compounds, and integrated monitoring sensors that work together to ensure smooth and efficient material movement. This technological evolution in conveyor belt construction has substantially enhanced load-bearing capacity while reducing energy consumption during operation. The implementation of these innovative features in modern conveyor belt designs provides industrial operations with reliable transportation solutions that optimize workflow and less downtime.
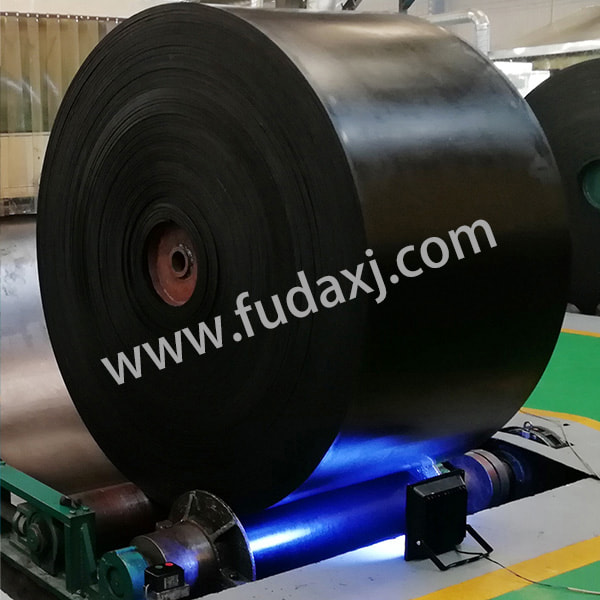
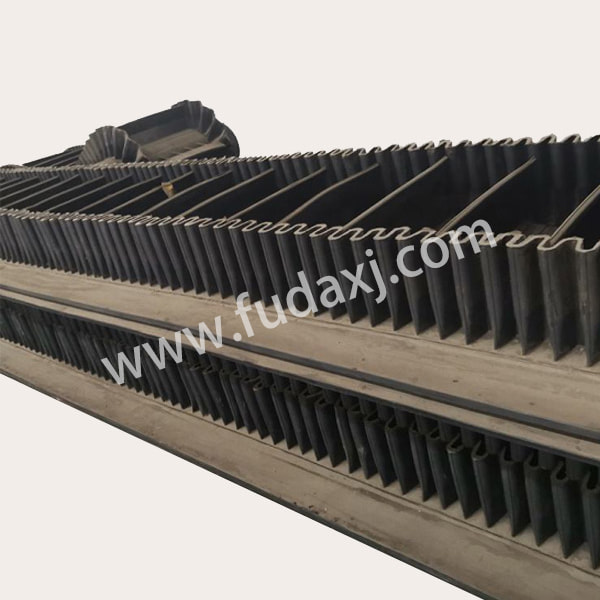
Manufacturing facilities and logistics centers worldwide are increasingly adopting advanced conveyor belt technology to streamline their operations. The mining industry utilizes heavy-duty conveyor belt systems to transport bulk materials across extensive distances, demonstrating remarkable efficiency in resource extraction processes. The e-commerce and packaging sectors employ specialized conveyor belt configurations to handle diverse product types and sizes, ensuring gentle yet efficient package sorting and distribution. Furthermore, agricultural operations benefit from food-grade conveyor belt applications that maintain hygiene standards while moving produce through processing facilities. The adaptability of modern conveyor belt systems enables seamless integration into various industrial environments, supporting continuous production and distribution requirements.
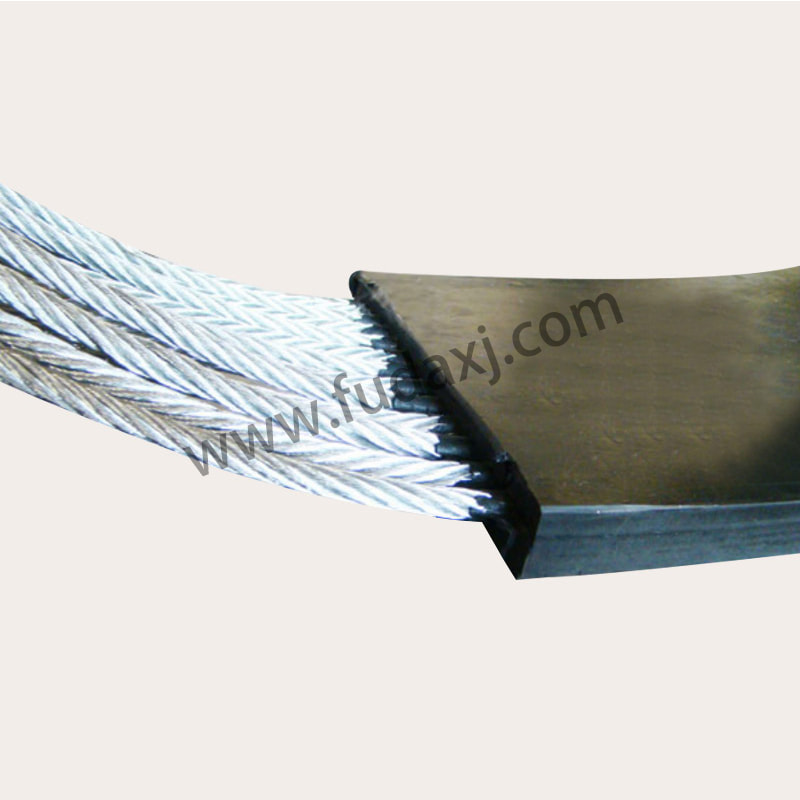
The engineering philosophy behind current conveyor belt technology emphasizes operational safety, environmental compatibility, and long-term reliability. Recent developments in conveyor belt manufacturing include improved wear-resistant materials, enhanced splice techniques, and more efficient cleaning systems. Production facilities have implemented comprehensive quality control measures throughout the conveyor belt manufacturing process to ensure consistent performance and user safety. These manufacturing advancements have extended product lifespan while maintaining the structural integrity necessary for demanding industrial applications, providing businesses with dependable material handling solutions that reduce operational risks and maintenance costs.
Operational efficiency remains a central focus in the ongoing refinement of conveyor belt systems. Current innovations address energy consumption patterns and noise reduction while maintaining the performance standards required for industrial applications. The integration of automated tracking systems and predictive maintenance features in conveyor belt operations has increased operational visibility and planning capabilities. This enhanced functionality supports sustainable business practices while upholding the reliability standards essential for modern industrial operations in various sectors and working conditions.
The future development of conveyor belt technology continues to progress alongside evolving industrial requirements and digital transformation trends. Research initiatives are exploring smart sensor integration and sustainable material alternatives for conveyor belt applications. There is growing emphasis on developing more energy-efficient and environmentally friendly conveyor belt systems without compromising load capacity or operational reliability. As industrial automation advances and supply chain demands increase, the conveyor belt maintains its crucial role in global material handling, with continuous technological improvements further enhancing its performance characteristics and application scope across international industrial markets. The ongoing evolution of conveyor belt technology contributes to more efficient and sustainable industrial operations worldwide.
 Fax: 0086-576-83019528
Fax: 0086-576-83019528