 English
English 简体中文
简体中文 Español
Español عرب
عرب English
EnglishIn the fast-paced world of modern manufacturing and logistics, the conveyor belt has become an indispensable tool for optimizing material handling and streamlining production processes. These versatile systems are designed to transport materials and products efficiently, reducing manual labor and increasing productivity. As industries continue to evolve and demand more efficient solutions, conveyor belts are playing a crucial role in meeting these needs.
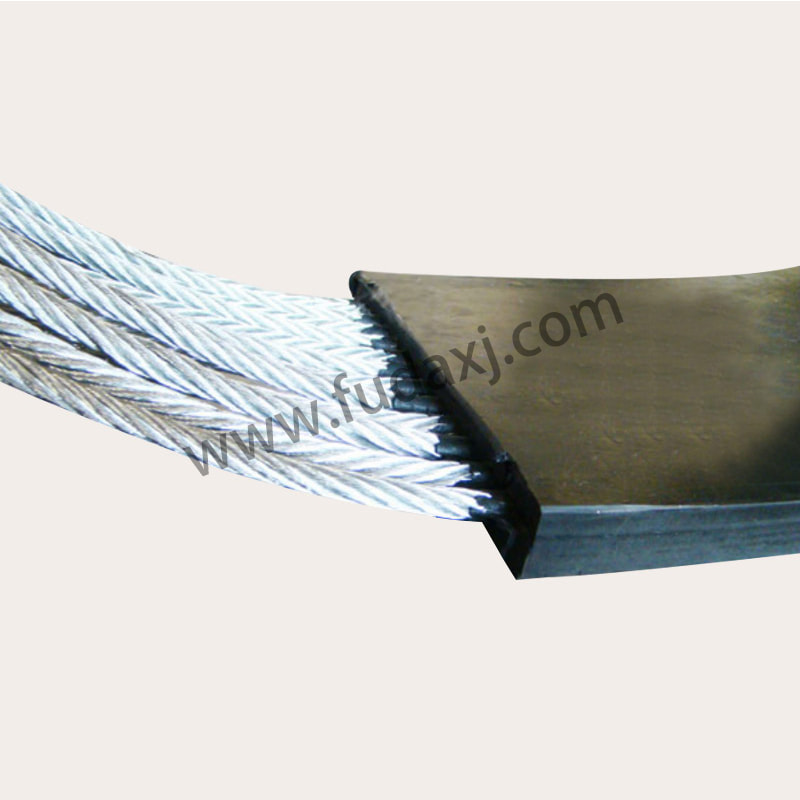
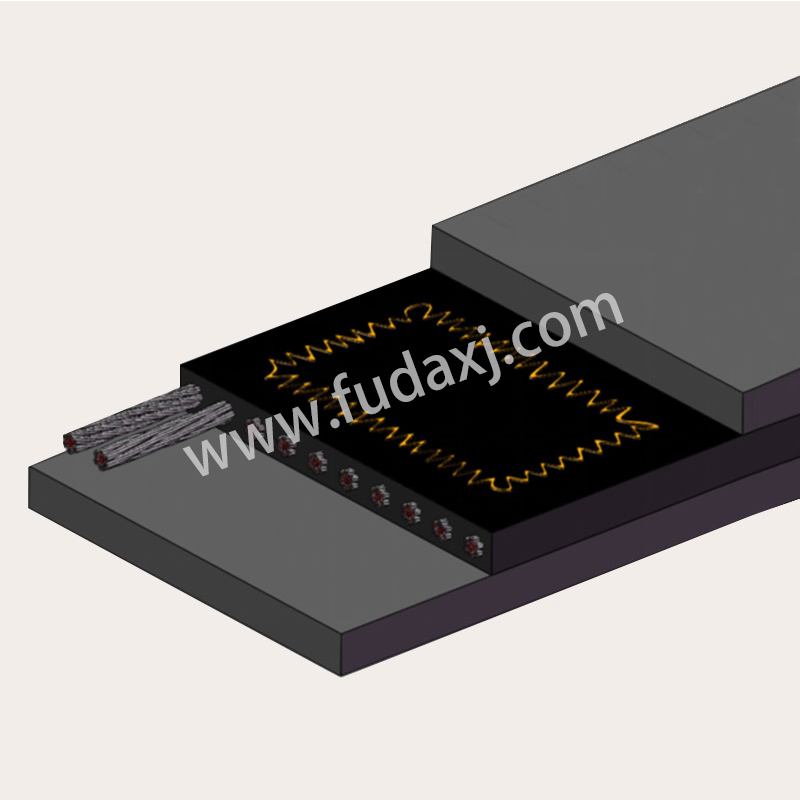
A conveyor belt is a continuous loop of material that moves goods from one place to another. This simple yet effective design allows for the seamless transportation of a wide range of items, from small components to large, heavy loads. The versatility of conveyor belts makes them suitable for various applications, including manufacturing, mining, agriculture, and logistics. Whether it's moving raw materials to a processing area or transporting finished products to a packaging station, conveyor belts provide a reliable and efficient solution.
One of the primary advantages of conveyor belts is their ability to handle large volumes of materials with small manual intervention. This not only increases productivity but also reduces the risk of workplace injuries associated with manual handling. Conveyor belts can be customized to meet specific needs, with options for different belt materials, widths, and lengths. This flexibility ensures that they can be integrated into existing systems and adapted to various industrial environments.
Conveyor belts also contribute to the overall efficiency of production processes. By automating the transportation of materials, these systems ensure that goods move smoothly and consistently, reducing bottlenecks and downtime. This is particularly important in industries such as manufacturing, where timely delivery and high output are critical. The continuous operation of conveyor belts also helps to maintain a steady workflow, ensuring that production lines run smoothly and efficiently.
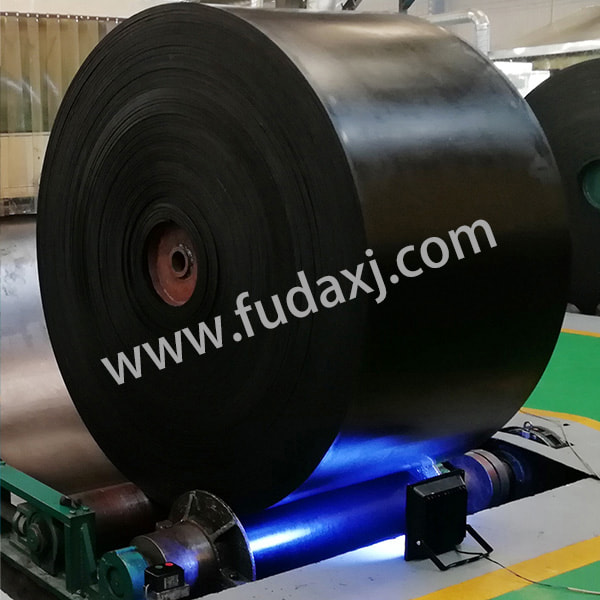
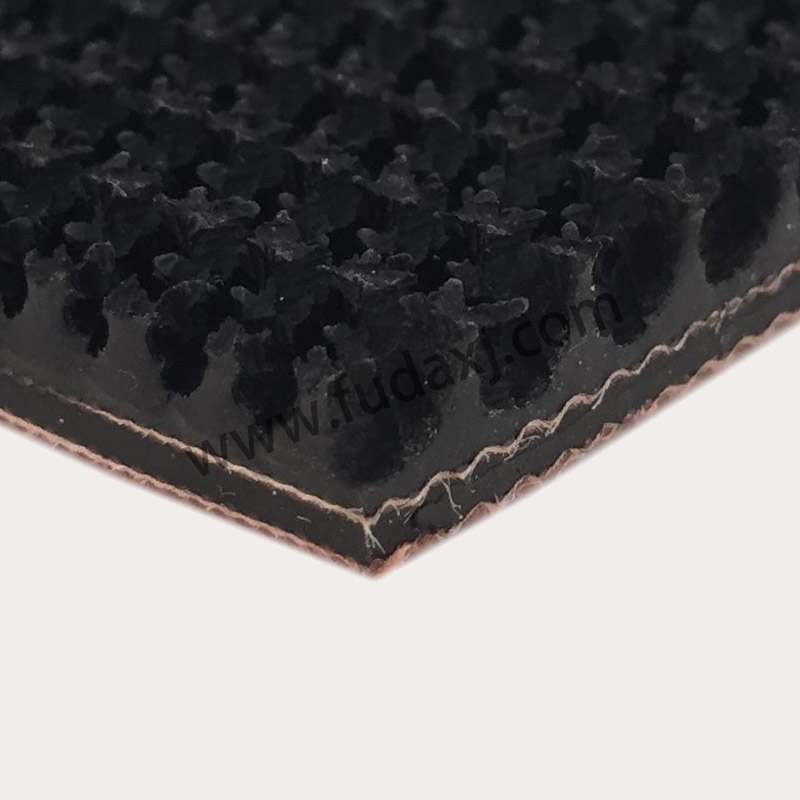
In addition to their practical benefits, conveyor belts are designed with safety and durability in mind. Many modern conveyor belts come equipped with safety features such as emergency stop buttons, guardrails, and slip-resistant surfaces. These features help to protect workers and ensure that the system operates safely. The materials used in conveyor belts are often chosen for their durability and resistance to wear and tear, ensuring that the belts can withstand the rigors of industrial use. Regular maintenance and inspection can further extend the lifespan of conveyor belts, making them a cost-effective solution for material handling.
Retailers and suppliers have recognized the growing demand for conveyor belts and now offer a wide variety of options. Consumers can choose from different belt materials, such as rubber, PVC, and metal, each offering unique properties suitable for specific applications. Detailed product information and customer reviews are often available, helping buyers make informed decisions and select the superb conveyor belt for their needs.
Conveyor belts have become an essential tool in modern industries, providing a versatile and efficient solution for material handling. Their ability to increase productivity, reduce manual labor, and ensure smooth production processes makes them a valuable asset for businesses. As the demand for efficient and sustainable solutions continues to grow, conveyor belts are poised to play a crucial role in meeting these needs. With ongoing advancements in design and technology, conveyor belts are set to remain a vital component in the future of industrial operations.


 Fax: 0086-576-83019528
Fax: 0086-576-83019528