 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English
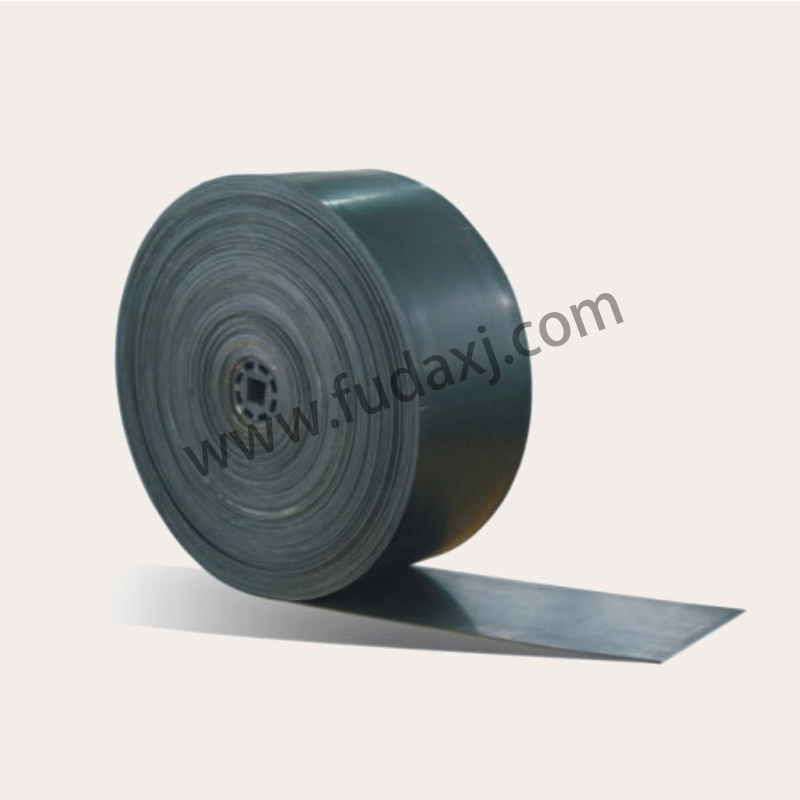
From the depths of mines to the floors of distribution centers, the continuous, efficient movement of bulk goods and packages is frequently enabled by a single, fundamental product: the rubber conveyor belt. This flexible, endless loop is a cornerstone of modern industrial and logistical operations, providing a reliable and adaptable method for transporting a vast array of materials over short or long distances. The enduring prevalence and ongoing evolution of the rubber conveyor belt underscore its indispensable role in streamlining workflows and reducing manual handling across countless sectors.
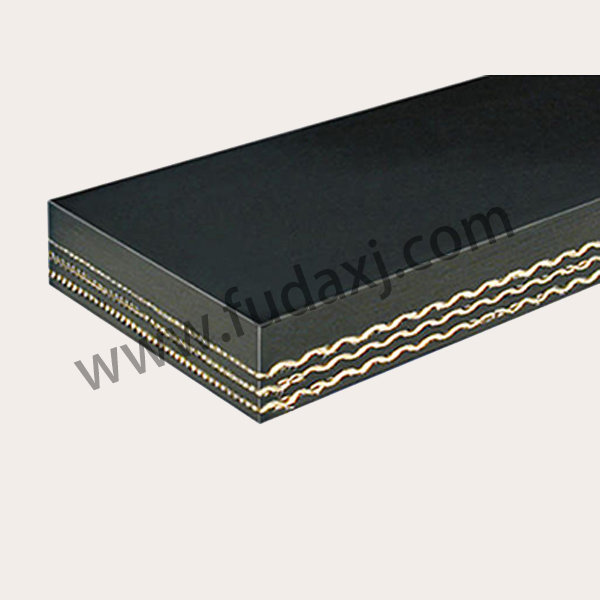
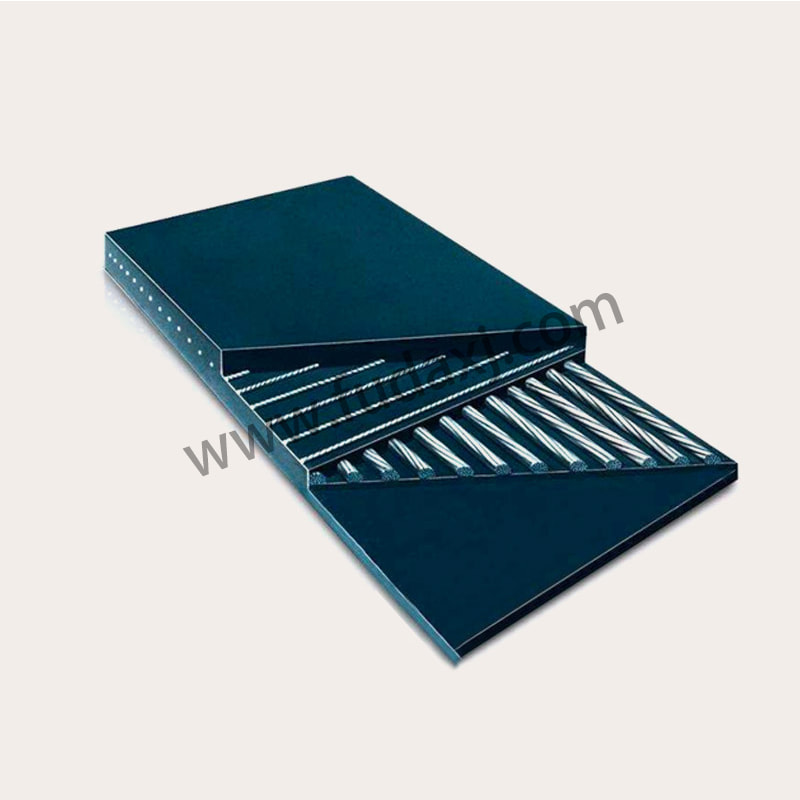
The basic construction of a standard rubber conveyor belt involves multiple layers. At its core is the carcass, which provides tensile strength and determines the belt's load-bearing capacity. This is typically made from several plies of woven fabric, such as polyester and nylon, or from a single layer of steel cords for heavy-duty applications. Above and below this carcass are layers of rubber, known as the covers. The top cover of the rubber conveyor belt is the working surface, designed to withstand the specific wear, impact, and chemical properties of the material being carried. The bottom cover interacts with conveyor pulleys and idlers, providing friction and resistance to wear. This composite structure gives the rubber conveyor belt its unique combination of strength, flexibility, and durability.
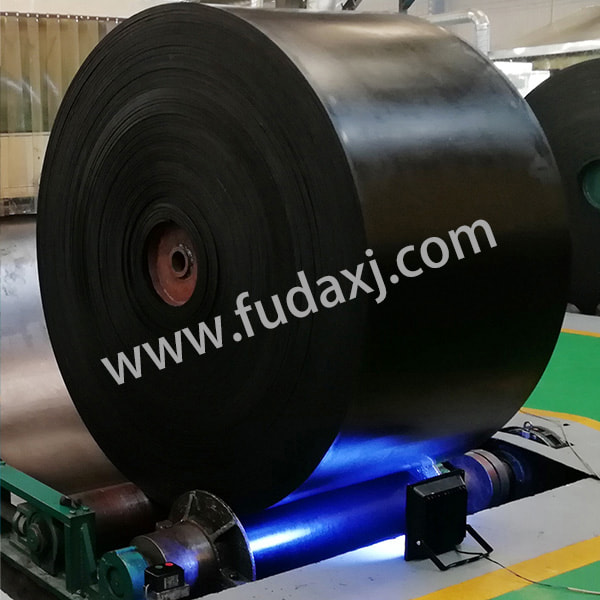
The applications for the rubber conveyor belt are remarkably diverse, reflecting its versatility. In mining and quarrying, heavy-duty rubber conveyor belt systems transport tons of ore, coal, and aggregates over many kilometers. Agricultural facilities use rubber conveyor belt units to move grain, fertilizer, and produce. Airports employ them for baggage handling, while packaging and postal services rely on rubber conveyor belt networks for sorting and distribution. In manufacturing plants, a rubber conveyor belt forms the backbone of assembly lines, moving components between workstations. This wide applicability makes the rubber conveyor belt a truly universal tool in material handling.
The performance and longevity of a rubber conveyor belt depend on proper selection and maintenance. Key specifications include the belt's width, ply rating or tensile strength, and the thickness and compound of its top cover. For example, an abrasion conveyor belt would have a thick, specially formulated top cover for handling sharp rocks, while a food-grade rubber conveyor belt would use a non-toxic, easy-to-clean cover compound. Regular inspection for cuts, frayed edges, and misalignment is crucial to prevent sudden failures.
Technological integration is enhancing the functionality of the modern rubber conveyor belt. Some systems incorporate sensors directly into or beneath the belt to monitor wear, track items with RFID technology, or detect misalignment and tears before they cause major stoppages. Furthermore, the industry is increasingly focused on sustainability, with developments in producing rubber conveyor belt products using recycled materials and designing belts for easier recycling at the end of their service life.
The rubber conveyor belt will continue to be a vital component of automated and efficient material handling. Innovation will likely focus on "smart" belts with greater embedded diagnostics, even more durable and application-specific cover materials, and designs that further reduce energy consumption during operation. As global commerce and industrial production continue to rely on seamless logistics, the humble yet highly engineered rubber conveyor belt will remain silently at work, carrying the raw materials and finished goods that power economies and connect supply chains around the world.
 Fax: 0086-576-83019528
Fax: 0086-576-83019528