 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English
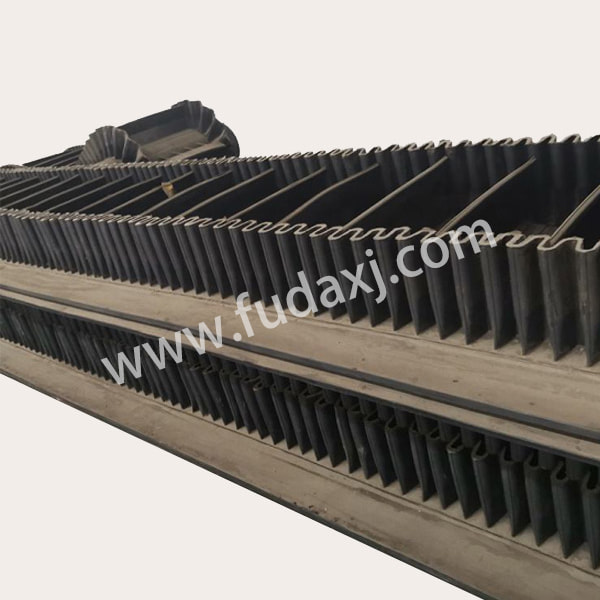
In the dynamic landscape of industrial operations, the efficiency and reliability of material handling systems are crucial for maintaining productivity and small downtime. One key component that has stood the test of time is the rubber conveyor belt. Known for its durability, flexibility, and adaptability, the rubber conveyor belt remains a staple in various industries, from mining and quarrying to manufacturing and logistics.
Rubber conveyor belts are renowned for their versatility, making them suitable for a wide range of applications. These belts are designed to handle various types of materials, from fine powders to large, heavy rocks. The natural elasticity of rubber allows the belts to conform to different shapes and sizes of materials, ensuring smooth and efficient transportation. This adaptability is particularly valuable in industries where diverse materials need to be conveyed over long distances or in challenging environments.
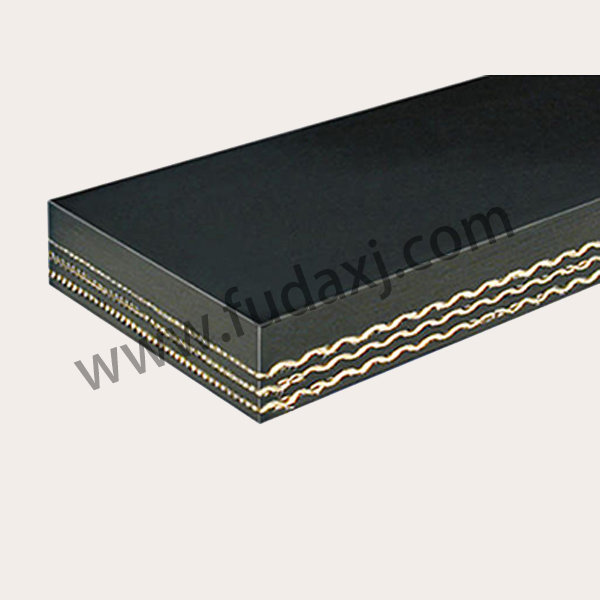
One of the primary advantages of rubber conveyor belts is their durability. Rubber is a highly resilient material that can withstand significant wear and tear, making these belts ideal for heavy-duty applications. The robust nature of rubber ensures that the belts can handle abrasive materials, such as sand, gravel, and minerals, without deteriorating quickly. This longevity reduces the need for frequent replacements, thereby lowering maintenance costs and small downtime.
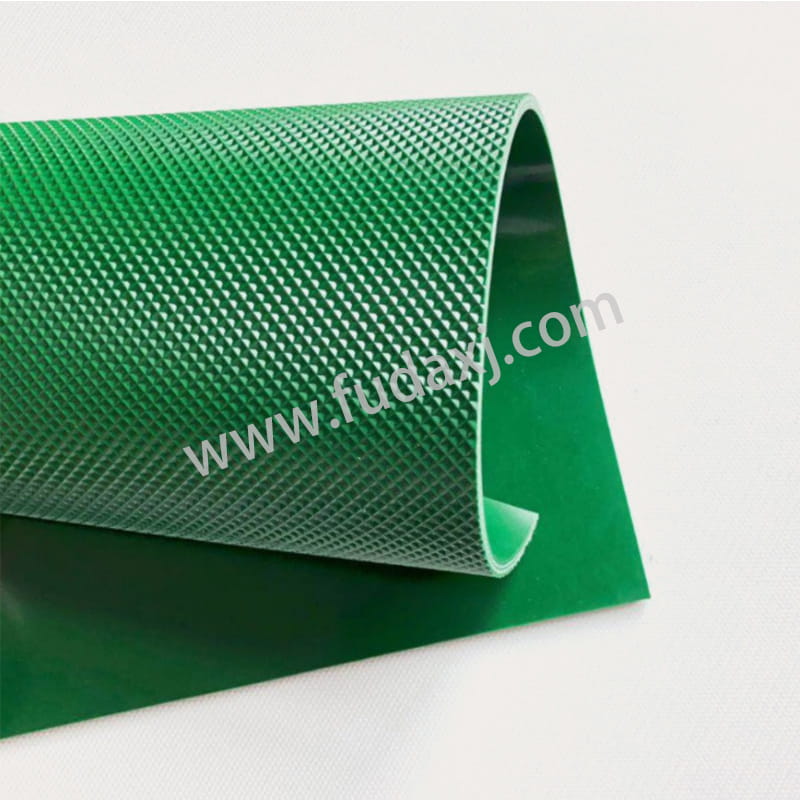
Rubber conveyor belts also contribute to enhanced safety and efficiency in industrial operations. The smooth surface of rubber belts reduces the risk of material spillage and ensures consistent material flow. This consistent flow is essential for maintaining productivity and preventing material buildup, which can cause operational inefficiencies. Additionally, the non-slip properties of rubber belts help prevent accidents and ensure that materials are transported safely and reliably.
The ability to customize rubber conveyor belts is another significant advantage. These belts can be tailored to meet specific industrial requirements, including belt width, length, load capacity, and even the type of rubber compound used. This customization allows industries to optimize their conveyor systems for big efficiency and performance. Whether it's a narrow belt for a compact space or a wide belt for heavy loads, rubber conveyor belts can be adapted to suit various operational needs.
In an era where environmental sustainability is a growing concern, rubber conveyor belts offer several eco-friendly benefits. The durability of these belts means they require less frequent replacement, reducing waste and the environmental impact of manufacturing new belts. Additionally, the efficient material handling provided by rubber belts lesss energy consumption and contributes to a more sustainable industrial practice.
Rubber conveyor belts have proven to be an essential component in modern industrial material handling. Their versatility, durability, and adaptability make them suitable for a wide range of applications, from mining and quarrying to manufacturing and logistics. Technological advancements and customization options further enhance their appeal, making them a practical and cost-effective solution for handling diverse materials. As industries continue to seek more efficient and sustainable practices, the importance of rubber conveyor belts will only continue to grow. Continued innovation and investment in this technology are essential to meet the evolving needs of material handling and ensure a sustainable future for industrial operations.
 Fax: 0086-576-83019528
Fax: 0086-576-83019528