 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English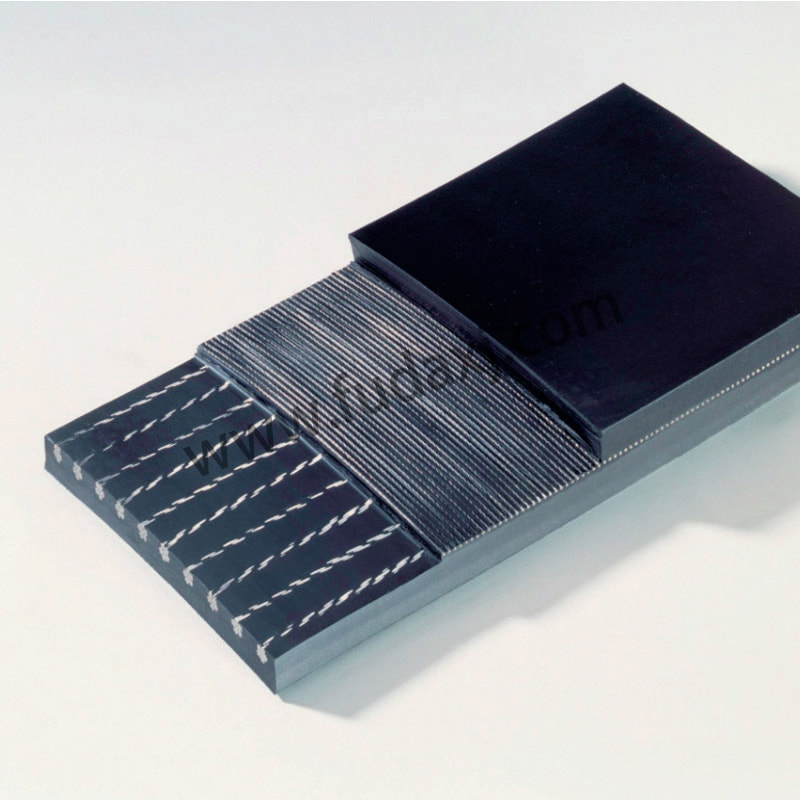
Anti-tear conveyor belts play a key role in protecting material handling systems from sudden damage and operational interruptions. These belts are designed with reinforced structures that resist tearing caused by sharp, heavy, or irregularly shaped materials. Their application spans various industries, particularly where the conveyed items may pose a risk to conventional belts.
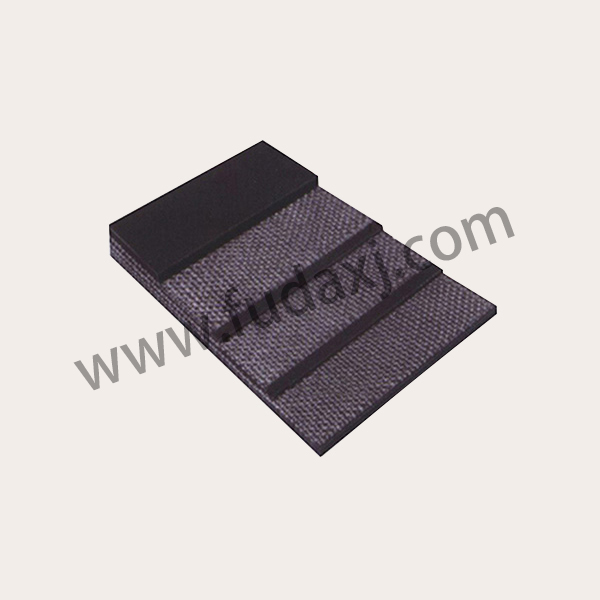
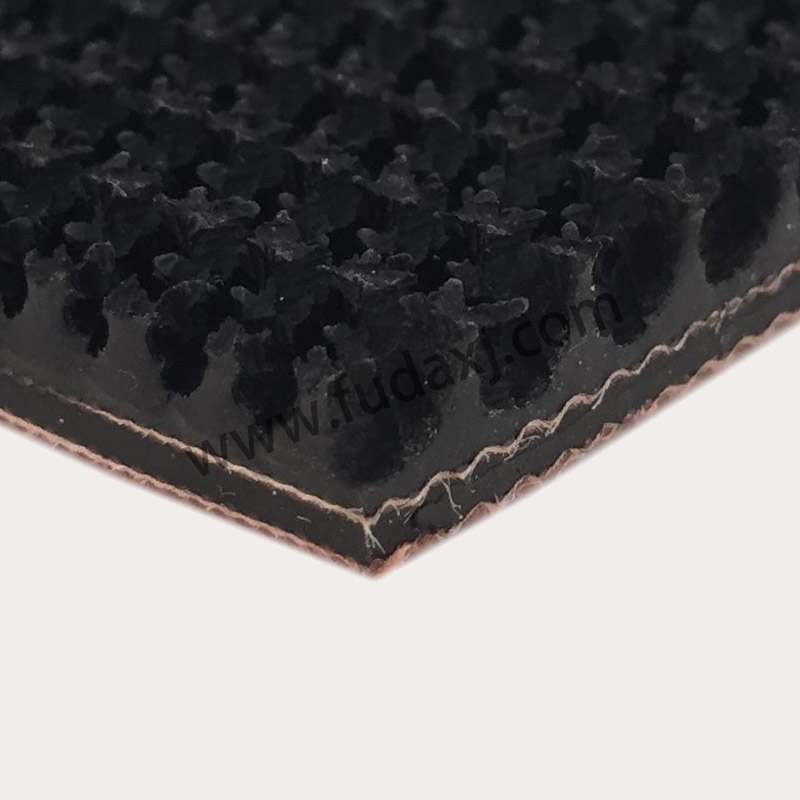
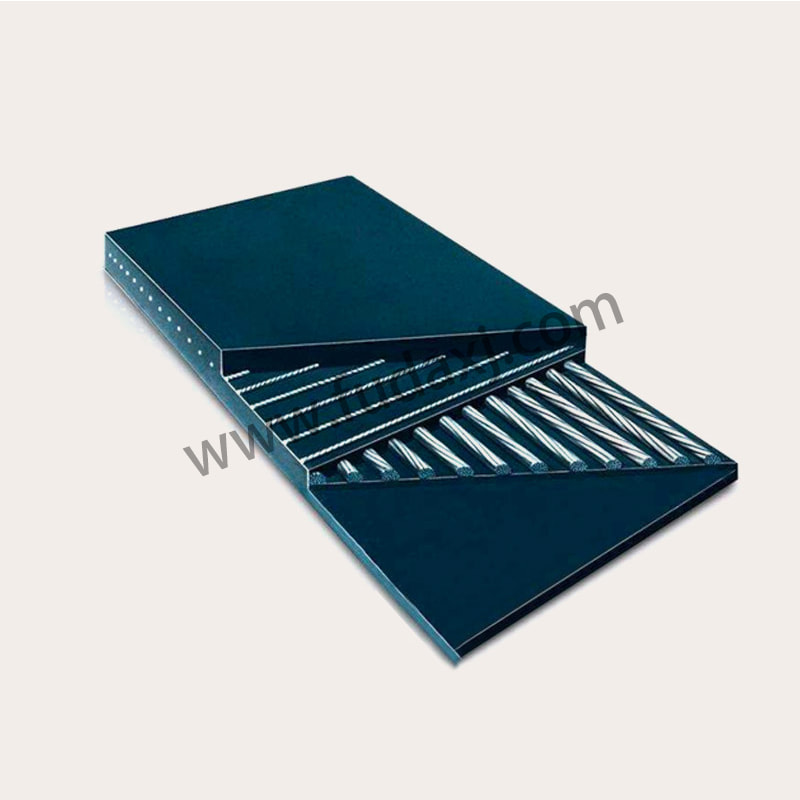
An anti-tear conveyor belt is composed of multiple layers working together to absorb impact and resist propagation of tears. The base of the belt often includes fabric plies or synthetic fibers that provide strength and flexibility. Between these layers, additional reinforcements are inserted—typically steel mesh, aramid fabric, or crosswise steel breakers.
The top cover is generally manufactured from wear-resistant rubber compounds that provide durability in demanding environments. This layer absorbs direct impact from materials being loaded, especially when the material contains sharp or pointed edges.
A critical component is the anti-tear layer, which is designed to prevent minor punctures or cuts from turning into full tears. This layer may be integrated as a mesh or breaker ply placed transversely or diagonally across the belt, depending on the design.
In systems where dropped objects or trapped materials are common, anti-tear conveyor belts help reduce risks related to belt damage and equipment downtime. When traditional belts are torn, they can expose pulleys and rollers to debris, potentially damaging other components of the conveyor system. This can also pose safety hazards for nearby personnel.
By limiting tear propagation, anti-tear belts contribute to overall workplace safety and system reliability. They are especially useful in mobile crushing systems, coal handling areas, and bulk transport systems with uncertain material sizes and conditions.
Moreover, when combined with belt monitoring systems, these belts allow early detection of surface or structural damage. This enables maintenance teams to intervene before issues escalate, supporting efficient scheduling and reducing emergency repairs.
Anti-tear belts are suited for environments where operational conditions are inconsistent or where raw materials have unpredictable shapes. Common usage includes:
Mining and Quarries: Handling stone, gravel, and ore where sharp edges may penetrate standard belt covers.
Construction Sites: Transporting debris and mixed materials under changing loading conditions.
Recycling Facilities: Moving scrap metal, glass, or mixed refuse where the risk of puncture is high.
Agricultural Handling: In some bulk agricultural settings, such belts are used for conveying products like sugar beets or root crops, which may include stones or other hard objects.
Anti-tear conveyor belts can be adapted in terms of thickness, reinforcement type, and cover grade to meet specific operational needs. For systems with high drop heights, thicker top covers and dense fabric plies may be used. In contrast, lighter belts with aramid reinforcement may be chosen for mobile machinery to reduce weight while maintaining resistance.
Anti-tear conveyor belts serve as a preventive solution in environments where tear risk is elevated. Through thoughtful structural design and material selection, these belts offer a reliable balance between flexibility and protection. Their integration into conveyor systems supports operational continuity, safety, and longer service life, especially in settings where handling sharp or heavy materials is routine.


 Fax: 0086-576-83019528
Fax: 0086-576-83019528