 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English
The industrial equipment sector continues growing as the conveyor belt establishes itself as important infrastructure for material handling across manufacturing, mining, food processing, and logistics operations worldwide. This continuous loop of material, engineered for specific applications, enables efficient movement of goods and raw materials through production processes, reducing labor requirements and increasing throughput. The widespread adoption of conveyor belt systems reflects fundamental industrial requirements for moving materials efficiently and reliably.
Manufacturing facilities across numerous industries depend on conveyor belt systems for moving work-in-progress between production stations, enabling continuous flow manufacturing that improves productivity. Assembly operations, parts handling, and finished goods transport all rely on properly selected conveyor belt solutions matched to specific application requirements. The reliability of these conveyor belt systems directly affects production line uptime and overall manufacturing efficiency.
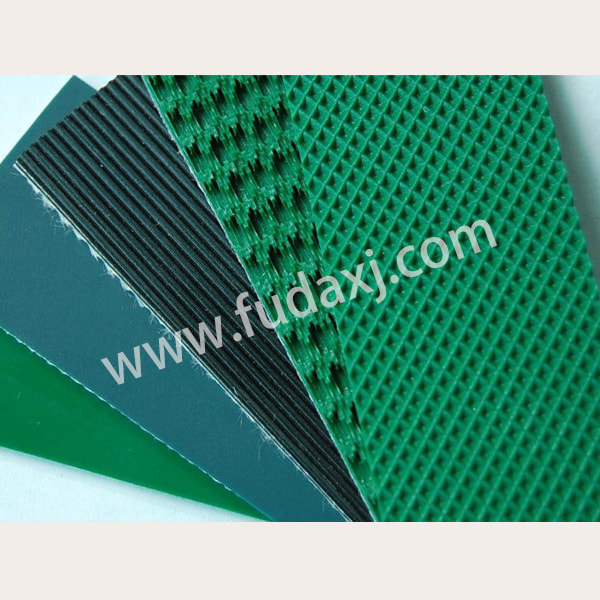
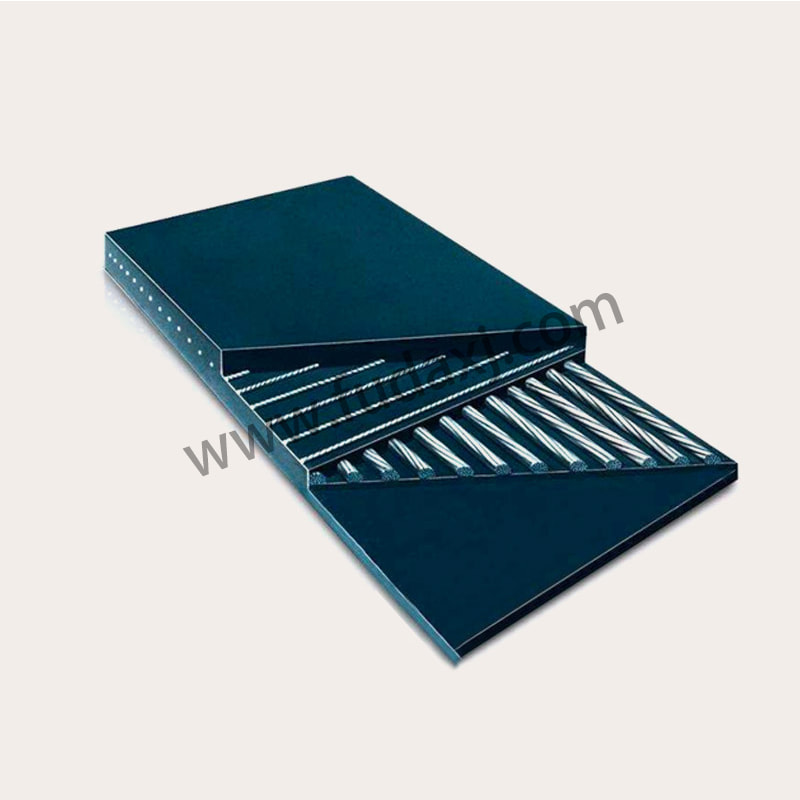
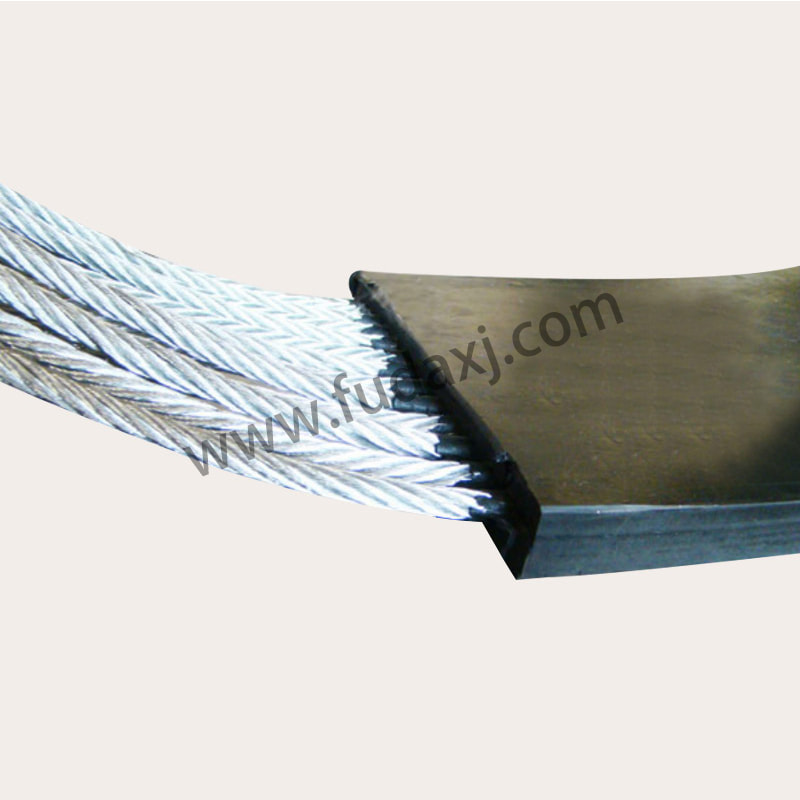
The construction of quality conveyor belt products involves specialized engineering addressing the demanding conditions of industrial environments. Multiple layers including carcass materials providing tensile strength and cover compounds protecting against wear, impact, and chemical exposure are carefully selected for specific applications. This engineering ensures conveyor belt systems deliver the service life required for economical operation in demanding settings.
Mining and quarrying operations represent a primary market for heavy-duty conveyor belt products capable of handling abrasive materials in challenging conditions. These applications demand conveyor belt constructions with exceptional tear resistance, impact absorption, and cover compound durability to withstand the rigors of transporting ore, coal, aggregate, and other mined materials over considerable distances. The reliability of mining conveyor belt systems directly impacts mine productivity and profitability.
Food processing industries require specialized conveyor belt products meeting strict hygiene standards while resisting fats, oils, and cleaning chemicals. Food-grade conveyor belt constructions feature smooth surfaces preventing bacterial harborage and materials approved for incidental food contact. These sanitary conveyor belt designs facilitate thorough cleaning between production runs, supporting food safety programs important for regulatory compliance and consumer protection.
Warehouse and distribution center operations increasingly rely on conveyor belt systems for sorting, accumulating, and transporting packages through fulfillment processes. The growth of e-commerce has accelerated demand for conveyor belt solutions supporting high-speed sorting and efficient material flow through increasingly automated facilities. Modular conveyor belt designs allow reconfiguration as operational requirements evolve.
Agricultural applications generate substantial conveyor belt demand for moving grain, feed, and processed agricultural products. Bucket elevators and belt conveyors transport crops from harvesting equipment to storage and through processing facilities. The agricultural environment presents particular challenges including exposure to weather and abrasive materials that conveyor belt designs must address.
Recycling and waste management facilities utilize conveyor belt systems for moving materials through sorting and processing operations. These applications expose conveyor belt products to abrasive, often sharp materials that accelerate wear, requiring specialized cover compounds and carcass constructions. Durable conveyor belt designs extend service intervals in these challenging applications.
Maintenance and repair of conveyor belt systems represent significant operational considerations for facilities relying on continuous material flow. Belt tracking adjustments, splice inspections, and wear monitoring extend service life while preventing unexpected failures causing production interruptions. Proper maintenance programs improve return on conveyor belt investments through extended operational life.
The global conveyor belt market serves industries across all economic sectors and regions. From small manufacturing operations to massive mining complexes, the fundamental requirement to move materials efficiently drives sustained demand. As automation increases and labor costs rise, conveyor belt systems will remain important technology for competitive industrial operations worldwide.

 Fax: 0086-576-83019528
Fax: 0086-576-83019528